|

冀东水泥股份公司在2#水泥窑轮带检修过程中发现五处裂纹,为保证安全生产,必须对其修复。
1 基本状况
轮带是水泥窑的重要部件,承受较大载荷。其材质为ZG35MnSi,外径4200mm,内径3400mm,厚度为400mm,宽800mm,自重约60t。裂纹共五处,均为横向裂纹,最大一处为长330mm,深280mm。最小一处长180mm,深100mm。
2 焊接性分析
由于该工件采用一次性浇注,内部缺陷较多,且硫、磷含量高,杂质较多,含碳量高,塑性很差,化学成分的不稳定导致其可焊性较差。另外,工件外形尺寸大,无法进行热处理,所以,对该铸件采用冷焊。
3 焊接工艺
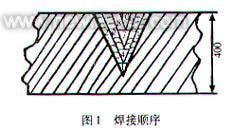
(1)焊前用碳弧气刨,将裂纹和气孔刨去,打磨掉渗碳层,开出60°V形坡口做着色探伤检查,确认没有裂纹后进行焊接,焊机为旋转式直流发电机或硅整流焊机。
(2)采用手工电弧焊,焊接电源为直流反接,焊条选用哈尔滨焊接研究所生产的NiCrFe-3焊条和A307。
首先用NiCrFe-3焊条焊接过渡层。焊条直径为¢4mm,焊条烘干至300-350℃,保温2小时,用保温筒盛装,随用随取。
焊前局部预热至200-300℃,焊接过程保持热度,焊后缓慢冷却。
过渡层厚度应≥5mm,捶击检验过渡层硬度,若硬度过大则证明过渡层厚度不够该焊条为镍基焊条,含镍量很高,用它来调整焊缝的化学成份,使其成份为镍基合金,且塑性好,有良好的抗裂性及加工性。
然后用¢4mm的A307焊条作为填充层,焊条直径为¢4mm,烘干温度为300-350℃,保温2小时,焊接时采用小焊接电流,短弧、不摆动、短焊缝、断续焊,分散焊等工艺。每层焊接后,立即轻轻捶击焊缝,以松弛焊接残余应力。
焊接过程中工作温度不得高于200℃,焊接完成后缓慢冷却,打磨出原尺寸形状,最大一处裂纹填充焊条约60kg,焊接顺序见图1。
4结果
该轮带修复后投用至今(2002年3月)已经18个多月,一直运行良好,补焊区与焊缝周围未出现裂纹等缺陷,受到厂家得好评。
作者简介: 宋群,1970年生,高中,技师 。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)