|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
[图文]以复合材料修复机床导轨拉伤和补偿零件磨损间隙 |
★★★ |
|
| 以复合材料修复机床导轨拉伤和补偿零件磨损间隙 |
|
作者:王仁俊 文章来源:网络 点击数: 更新时间:2010-1-13 16:59:09  |
|
|
要:本文介绍了用自配复合材料修复机床导轨拉伤及补偿零件磨损间隙的工厂现场施工方法及这种方法快、简、低、稳、广的特点。
关键词:涂层 拉伤 磨损
一、概述
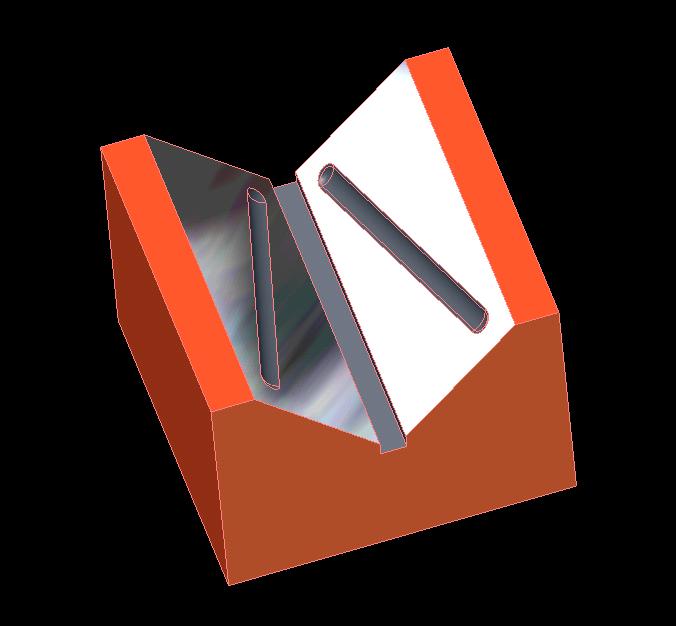
1995年以来,用自配复合材料涂层及相应的工艺,先后修复C523立车导轨拉伤(长1.8米,宽30mm,深0.3mm-3mm不等,见图(1)及角崩裂(导轨直角边崩裂处最厚约10mm,长150mm左右)(见图2),T612镗床导轨,300T压机立柱导轨,B690液压刨床身、滑枕导轨,车床导轨,铣床导轨拉伤,剪板机连杆瓦磨损间隙补偿,750KG空气锤导向板磨损间隙补偿,车床溜板厚度磨损间隙补偿,各种机床镶条厚度磨损间隙补偿(注:磨损间隙厚度补偿都是整个面上涂涂层)。
所有这些设备上川涂层修复的零件,多年来使用一直都很正常没有发生涂层脱落问题,也没有发生因涂层磨损而需再修复的情况。从使用中,我们体会到此种方法是一种施工快捷(快)、简单易行(简)、成本低廉(低)、质量可靠(稳)、适应性广(广)的磨损修复方法,与其他方法比较,对设备的削弱也最小。
一、 典型的工艺(实例)-C523立车立柱导轨修复:
1.偶联剂处理填充剂、增韧剂、润滑剂,80℃,1小时。
2.偶联剂有机溶剂溶液处理清洗过、除过油的被粘表面。将配好的偶联剂有机溶剂溶液涂于被粘接表面,盖上干净金属薄板,用工厂热源间接加温,点温计控制,60℃―100℃,(千万要注意不能使被处理面温度过高,否则偶联剂溶液失效后反而起坏作用)40分钟到1小时。(中小零件可在涂溶剂后置于烘箱中保温)。
3.将按比例称量奸的环氧树脂、固化剂、填充剂、增韧剂、润滑剂混合后充分搅拌,然后涂于被粘接表面。用干净平板纸隔离,将涂层压服于被粘接部位。缺角处用型模挤压,于挤山余胶为奸。固定,使成型面略高于周围导轨面0.2-1mm。
环氧618:聚酰氨650:填充剂:增韧剂:润滑剂按重比为100:75:87.5:35:12.5
4.固化:有条件可用干净金属薄板盖上后,用工厂热源间接烘烤,点温计监控固化,温度控制在80℃―120℃(不能超过此温度),2小时。也可在固定好后,让其室温固化36小时。
5.旋转锉修锉,刮刀刮削与原导轨面一致。
配胶成分与施工工艺配合可达理想效果。此导轨修好后,在机床满负荷情况下,从98年7月到现在,工作状态良好。剪板机连杆铜瓦,磨损间隙补偿在两半瓦Φ200×80的内圆弧面上,涂层厚度达1.5mm,从96年修好后满负荷工作, 工况较恶劣,一直用到现在,但涂层仍然正常。
|
|
| 文章录入:admin 责任编辑:admin |
|
|
上一篇文章: 基于细胞神经网络刀具磨损图像处理的研究
下一篇文章: 没有了 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



