|
摘要 本文提出了一种基于细胞神经网络的刀具磨损图像处理方法,通过设计细胞神经网络参数,运用细胞神经网络对刀具的二值图像平滑滤波,边缘提取,通过仿真证明该方法是有效的,由于细胞神经网络易于用VLSI实现并且并行处理速度快,因此应用于刀具的磨损状态机器视觉检测中的图像处理是很有用的。
关键词 细胞神经网络; 图像处理; 刀具磨损
1 引言
对加工刀具磨损状态检测是现代加工技术提出的新的要求,以前的研究中人们提出了许多直接和间接检测刀具磨损状态的方法[1-3],间接法是利用切削力,切削温度或声发射(AE)等特征参量的信号的变化特征为依据进行检测,但是特征参量与刀具的磨损程度没有严格的对应关系,机器视觉属于直接测试刀具的磨损图像的方法,测量结果不易受实际切削方法和切削参数的影响 。但是磨损刀具的图像却往往受到各种噪声的影响,如切屑、污物及图像传感器噪声(如残像、弥散等)或信息传输误差引起的图像噪声这会直接影响到下面的模式识别,最终影响检测精度,所以要对刀具图像进行平滑滤波、增强、边界检测阈值分割预处理。CNN具有高速并行实时信号处理能力,特别适用于图像等实时信号处理领域5,6]。本文提出一种利用细胞神经网络(CNN)对刀具磨损图像预处理的方法,利用细胞神经网络对刀具磨损图像进行平滑滤波、边缘检测,这种方法速度快,易于实现等优点,在机器视觉刀具磨损状态中有较大的应用潜力。
2 细胞神经网络
细胞神经网络的每个神经元由线性电容、线性电阻、线性控制元件和非线性控制元件组成,等效电路如图1所示,它同它周围的神经元相接,是一个连接的动态系统, 表示 表示 神经元的邻近其它神经元的集合,在一个 神经元的邻近其它神经元的集合,在一个 的二维神经元排列空间内: 的二维神经元排列空间内:

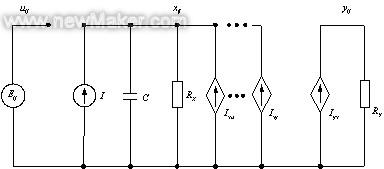
图1 CNN神经元的等效电路
下述一阶非线性微分方程描述:

 表示的c(k,l)的输出与c(i,j)之间的连接权,是反馈模板。B(i,j;k,l)表示第c(k,l)的输入与c(i,j)之间的连接权,是控制模板。I是偏置电流。 表示的c(k,l)的输出与c(i,j)之间的连接权,是反馈模板。B(i,j;k,l)表示第c(k,l)的输入与c(i,j)之间的连接权,是控制模板。I是偏置电流。
输入方程:
 (3) (3)
输出方程:
 (4) (4)
约束条件为
 (5) (5)
系统的对称条件为
 (6) (6)
文献[5]已证明如果参数 ,CNN系统是稳定的,每个细胞的状态经过暂态衰减至0后,一定落在一个稳定平衡点上,并且,所有稳定平衡点的幅值都大于1,即 ,CNN系统是稳定的,每个细胞的状态经过暂态衰减至0后,一定落在一个稳定平衡点上,并且,所有稳定平衡点的幅值都大于1,即
(2)式表示成矩阵的形式,可简化为
 (9) (9)
这里卷积运算就是将邻域中的每个像素分别与模板A和模板B中对应的每个象素相乘后求和。在实验中, 取h=1 ;邻域范围为3×3;取时间常数 ,实际仿真中,取c=1, Rx=1,得τ=1;细胞的初始状态 ,实际仿真中,取c=1, Rx=1,得τ=1;细胞的初始状态 。 。
3 磨损刀具图像预处理
3.1平滑滤波
图2 是计算机仿真中输入的含有噪声的输入图像,是二值图像:

图2 含噪声的磨损刀具图像
根据平滑(低通)滤波的空域特性设计CNN的参数如下:
1) 反馈模板:

2) 控制模板:

3) 偏置电流:

将以上模板代入(9)式,代入用C语言自主开发的程序处理后,可得到滤波结果:

图3 平滑滤波后的图像
3.2 边缘提取
实验中,Rx=1, C=1取A(i,j;i,j) 为2,起正反馈的作用.当把CNN的外界输入ukl取为图像的象素值时,相应的就可以把模板B取为高通滤波模板H, ukl表示为细胞的邻域的外界输入值组成3×3的矩阵为:
考察当前的象素点(i,j)的值对应ukl中的x5。黑色对应ukl=1,白色对应ukl=-1。
1) 当x5=-1或x1=x2=x3=x4=x5=...x9=1时(i,j)为非边缘点,由式(9)推知此时,迭代后为白色,  。 。
2) 当x5=1或x1,x2,x3,x4,x5,...x9中的任意一个或多个不等于1时,则(i,j)为边缘点,代后为黑色, 。 。
根据 (9)解的I=-2,这样得到一组CNN的参数:
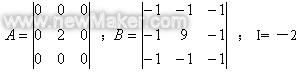
图4为一磨损刀具的二值图像经过CNN边缘提取仿真处理后的效果图:
图4边缘提取后的图像
4 结束语
本文对于含有噪声磨损刀具图像的平滑滤波和边缘提取各设计了一组细胞神经网络的参数,用来去除刀具的二值图像的噪声并提取其边缘。传统的方法相比,CNN方法最突出计算机视觉检测刀具磨损状态中有较大的应用潜力。本文为计算机视觉检测刀具状态中图像处理提供了一种新的思路。
参考文献
[1] 李晓谦等,国内外刀具磨损、破损自动监测方法的现状述评.机床.1992(5)
[2] Li Dan,J.Mathew.Tool wear and failure monitoring techniques for turning A review[J]. Int.J.Mach . Tool Manufact,1990,30(4):579-598
[3] G. Byrne,D;Dornfeld,I.Inasaki,G.Keffler,W,Koeing,R.Teti,Tool condition monitoring(TCM)―the status of research and industrial application,CIRP Ann.44(2) (1995)541-567
[4] s.Kurada,C.Bradley A review of machine vision sensors for tool conclition monitoring[J].computers in Inclstry, 1997,34:55-72
[5] Chao L O,Yang L..IEEE Trans .Circuits and Systerm.1988 (10):1257~1272
[6] Chao L O,Yang L..IEEE Trans .Circuits and Systerm.1988 (10):1273~1290
[7] 田捷.实用图像分析与处理技术[M]. 北京:电子工业出版社,1995
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)