|
1 引言
高速切削加工不仅显著提高了零件的加工效率,而且可使工件的加工精度和表面质量达到更高的水平,是机械制造领域的重要发展方向。高速车铣加工技术是以铣刀代替车刀,通过工件旋转和刀具高速旋转来实现回转体零件高速切削的一种先进加工技术。切削时,工件不需高速转动。因此对实现大型和薄壁回转体工件的高速、精密加工更具独特意义。此外,高速车铣加工是间断切削,每一刀片在刀具每转中的实际切削时间不会超过1/Z(Z为铣刀齿数)。非切削阶段,刀片可得到有效的冷却,可望在干切削条件下实现回转体零件的高速切削,有利于实现绿色制造。但干切削条件下高速车铣钢类工件时尚有许多问题有待于从理论和实验上予以研究。对于车削加工来说,主轴卡盘系统结构复杂、体积较大、动平衡较铣削主轴要困难得多,切削速度的提高受到一定限制。而且在高速车削钢类零件时,高温切屑沿前刀面连续流出,切削区温度高,刀具极易磨损。为此,我们选择在钢材切削加工中性能优良的金属陶瓷刀具,进行了高速车铣实验,对其切削D60钢时的磨损特性和磨损机理进行了研究。
2 实验设备和实验条件
高速车铣实验在改装的高速车铣机床上进行,采用正交车铣方式。高速车铣机床由沈阳机床三厂生产的S3-1200-1型数控车床改装而成,铣刀由高速电主轴直接驱动,采用变频调速,调速范围为0~18000r/min。刀具表面形貌由扫描电镜观察分析,工件表面粗糙度用北京时代公司生产的TR100型粗糙度仪测量。
高速车铣实验用刀片为Sandvik公司生产的PL530型金属陶瓷刀片(以TiC和TiN为基),主偏角kr=90°,副偏角k'r=0°。实验用工件材料为D60钢,其碳、锰、硅等元素的含量与60优质碳素结构钢基本相同,但硫、磷含量略大于钢。实验用切削用量为:工件转速n工=15r/min,ap=0.5mm,f=0.5mm/r;工件直径Ø150mm;刀具转速n刀=5000r/min,(相应切削速度为392.5m/min);切削为逆式车铣削,在没有冷却液浇注冷却的干式条件下进行切削实验。
3 实验结果及分析
实验结果表明,干式高速车铣D60钢时金属陶瓷刀具磨损形态主要为后刀面磨损,磨损区外观形态呈倒驼峰形。前刀面上有与切屑流动方向一致的磨痕,但刀刃上没有微崩产生。
从实验结果看,水溶性冷却液浇注冷却条件下,高速车铣D60钢时,经过18min的切削,金属陶瓷刀具后刀面磨损量、VBmax就达0.55mm。而干式高速车铣D60钢时,经过160min的切削,后刀面磨损量VRmax达0.5mm,耐磨性较水溶性冷却液浇注冷却的湿式高速车铣要高得多。干式高速车铣D60钢时刀具后刀面磨损曲线如图所示。与常规切削速度下刀具磨损规律类似,刀具磨损过程由初期磨损、正常磨损及剧烈磨损三个阶段组成。显微镜观察表明,在初期磨损阶段,刀具后刀面磨损较均匀,磨损量、旧约为0.03mm。在正常磨损和剧烈磨损阶段,后刀面磨损区外观逐渐呈现倒驼峰形,而且沿切削速度方向形成较多磨损沟痕。
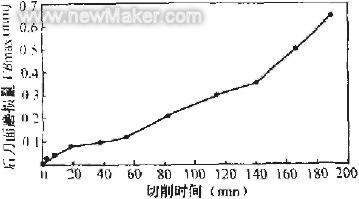
干式高速车铣D60钢时金属陶瓷刀具的磨损曲线
扫描电镜对刀具后刀面磨损区的观察结果表明,在后刀面磨损区有微裂纹存在。但与湿式高速车铣相比,干式高速车铣时后刀面磨损区微裂纹分布密度要低得多。这是由于干式高速车铣时,虽然在刀具磨损区表层由于刀具切削过程和切出后的温度变化存在高频交变热应力,但刀具磨损区表层温度变化远低于湿式切削时的温度变化。所以十式切削时,作用于刀具表层的高频交变热应力较小。因此,在刀具磨损区形成的裂纹幅度和分布密度较小。
可以看出,刀具后刀面沿切削速度方向的磨痕宽度与刀具中硬质相(如TiC)颗粒尺寸相当。进一步,我们在高放大倍数条件下用扫描电镜对磨损区表面进行观察,发现在磨损区表面有大量硬质颗粒脱落而留下的微小凹坑。
干式高速车铣D60钢时,虽然在刀片非切削阶段温度有一定下降,但由于刀具转速高,非切削时间很短,因此刀片在整个切削过程中的平均温度较高。在高温条件下,金属陶瓷刀片中的粘结相Ni、Co发生软化,其对硬质相的粘结强度下降,在切削过程中,由于机械摩擦力的作用,硬质相脱落而造成刀具磨损。此外,日本金尺工业大学的千德英一曾用金属陶瓷刀具以300m/min的切削速度进行过钢的高速车削实验,认为金属陶瓷刀具前刀面磨损的主要原因是热扩散磨损。可以认为,干式高速车铣切削,由于每一刀片在刀具每转中对工件切削时间不超过1/Z,因此工件材料中的Fe向刀具表层扩散,或刀具表层元素向工件、切屑中扩散的可能性不大。但由于在于式条件下高速车铣D60钢的切削过程中刀片平均温度较高,长时间切削时,刀片里层粘结相可向表面扩散,并在后续切削过程中被带走,这也是造成刀具表层硬质相粘结强度下降以及硬质相颗粒脱落的原因之一。
4 结论
干式高速车铣D60钢时,金属陶瓷刀具的主要磨损形态是后刀面磨损。
干式高速车铣D60钢时,金属陶瓷刀具的耐磨性较水溶性冷却液浇注冷却的湿式高速车铣要高得多。切削过程中,由于粘结相软化,造成硬质相粘结强度下降进而脱落是刀具磨损的主要原因。
本文作者:沈阳工业学院 黄树涛 姜增辉 贾春德 吉林工业大学 于骏一
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)