1.旋转失速
旋转失速的机理首先由H . W . Emmons在1995年提出。旋转失速的形成过程大致如下。离心压缩机的叶轮结构、尺寸都是按额定流量设计的,当压缩机在正常流量下工作时,气体进入叶轮的方向β1与叶片进口安装角βS一致,气体可以平稳地进人叶轮,如图1(a)所示,此时,气流相对速度为ω1,入口径向流速为C1。当进人叶轮的气体流量小于额定流量时,气体进人叶轮的径向速度减少为C1′气体进人叶轮的相对速度的方向角相应的减少到β1′,因而与叶片进口安装角βS不相一致。此时气体将冲击叶片的工作面(凸面),在叶片的凹面附近形成气流旋涡,旋涡逐渐增多使流道有效流通面积减小。由于制造、安装维护或运行工况等方面的原因,进人压缩机的气流在各个流道中的分配并不均匀,气流旋涡的多少也有差别。如果某一流道中[图1(b)中的流道2]气流旋涡较多,则通过这个流道的气量就要减少,多余的气量将转向邻近流道(流道1和3)。在折向前面的流道(流道1)时,因为进人的气体冲在叶片的凹面上,原来凹面上的气流旋涡有一部分被冲掉,这个流道里的气流会趋于畅通。而折向后面流道(流道3)的气流则冲在叶片的凸面上,使得叶片凹面处的气流产生更多的旋涡,堵塞了流道的有效流通面积,迫使流道中的气流又折向邻近的流道。如此轮番发展,由旋涡组成的气流堵塞团(称为失速团或失速区)将沿着叶轮旋转的相反方向轮流在各个流道内出现。因为失速区在反方向传播速度小于叶轮的旋转速度,所以,从叶轮之外的绝对参考系来看,失速区还是沿着叶轮旋转方向转动,这就是旋转失速的机理。尽管实际气流情况比较复杂,但H . W . Emmons提出的旋转失速机理还是为后人的研究工作提供了依据。
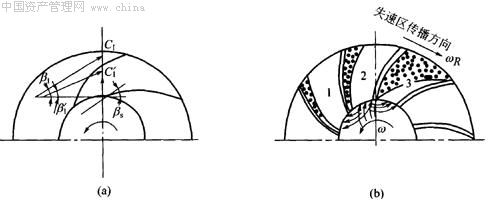
图1 旋转失速的形成
2.旋转失速频率
旋转失速区的传播速度或失速频率是大家比较关心的问题,因为它在诊断压缩机的振动是否是由旋转失速所引起的具有重要意义。
对此,国内外的科研机构除了进行大量的理论研究外,还在试验室进行了大量的实际测试。B. F. J.Cossar等人在轴流压缩机上做了大量测试,结果表明,旋转失速区是先在叶片的尾部出现,然后向级前移动,大约相对转动20°才到达叶片的前缘。
事实上,失速区的形成是一个相当复杂的流体动力过程。失速频率还与叶片进口气流是否存在畸变、入口气流方向角β1与叶片入口安装角βS之间的差值(称为冲角)大小以及压缩机的级数等因素有密切关系。B. F. J . Cossar在试验中利用在压缩机进口处安装低孔率金属丝网的方法,测得失速频率为转速频率的1/2,与理论研究计算的失速频率为转速频率的1/3有一定差异。
N. A. Cumpsty的试验模型指出,旋转失速频率在转速频率的1/5~1/2的范围内,随缩机级数的增加,旋转失速区的传播速度逐渐接近于转子转速的40%。
日本振动专家白木万博介绍,根据机器种类不同,旋转失速区传播速度为转子转速的0.2~0.5。意大利NUOVO PIGNOVE公司的压缩机组在我国石化行业应用较多,该公司对于按他们图纸制造的在大化肥尿素装置使用CO2压缩机,提出旋转失速区的传播速度可以按下面的经验公式计算:
 (1-1) (1-1)
式中 Q0p―发生旋转失速时的实际流量;
Q0―压缩机设计工况流量;
u―转子的周向速度。
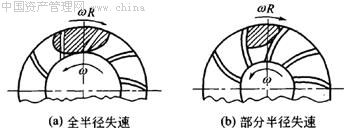
图2 两种失速状态
据此公式计算出的旋转失速区传播速度约为转子旋转速度的0.3~0.45。
另外,轮毂比(即叶轮流道的内径与外径之比)对失速区的传播速度有很大影响,大轮毂比叶轮会出现整个半径方向失速,即失速区从叶片根部到叶片顶部的整个范围内都出现,称为全半径失速〔图2 (a)〕小轮毂比叶轮一般只在半径方向上的部分失速,即失速区只占据流道长度的一部分[图2(b)]。就失速状态来说,全半径失速比部分半径失速要严重,即叶栅内的流体会引起较强的压力脉动。
3.旋转失速的振动机理
旋转失速在叶轮内产生的压力波动是激励转子发生异常振动的激励力,激励力的大小与气体的分子量有关,如果气体的分子量较大,激励力也较大,对机器的运行影响也就比较大。
从固定于叶轮上的相对坐标系来看,旋转脱离团以角频率ωs在机器流道间传播,由于压力波动激励转子的振动频率为ωs,其振动频率小于转子的角频率ω。而从叶轮之外的绝对坐标系来看,旋转脱离团是以(ω~ωs)的频率旋转的,其方向与转子的旋转方向相同因此,流体机械发生旋转失速时,转子的异常振动同时有ωs和(ω~ωs)两个次谐波特征频率。
机组发生旋转失速时,可能是在某一级叶轮上有一个气体脱离团,也可能是在某级叶轮上存在几个脱离团;脱离团可能在某一级叶轮上发生,也可能同时在几级叶轮上同时发生。一般机器发生旋转失速故障时常有两个或两个以上气体脱离团。
实际生产中,机器发生旋转失速的角频率ωs参考式(1-1),可按下式计算:
 (1-2) (1-2)
式中 ω―转子角频率;
N―气体脱离团数量;
Q0p―实际工作流量;
Q0―设计流量。
流体机械的旋转失速故障一般来说总是存在的,但它并不一定能激励转子使机组发生强烈振动,只有当旋转失速的频率与机组的某一固有频率耦合时,机器才有可能发生共振,出现危险振动。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)