|
振动信号虽然能提供较多滚动轴承的故障信息,但是由于滚动轴承的信号比较复杂,故障信号与正常振动信号混在一起,为了提取滚动轴承的故障信息,不得不采用比较复杂的监测诊断系统,信号处理技术要求较高,这在某种程度上使滚动轴承的故障诊断应用受到了限制。
另外,对于工作在低速及超低速的轴承(如起重机和微波天线转盘的支承轴承),用传统的振动监测法(0~20kHz范围内)难于奏效,而采用声发射技术(在100~300kHz范围内)往往可以收到良好的效果。另外,使用声发射技术不但能监视疲劳裂纹的扩展情况,同时还能监测滚动表面间的摩擦状况。
1.声发射技术的原理
固体材料在力的作用下,如果内部存在缺陷的,就会产生应力集中,使塑性变形加大或形成裂纹并扩展,这些都会释放弹性波,这种现象称为声发射(Acoustic Emission,简称AE)。由此可见,声发射信号的产生是塑性变形和裂纹的产生与扩展时释放的弹性波所致。
对于滚动轴承的故障诊断,例如对轴承的疲劳断裂,由于轴承经常受到冲击的交变载荷作用,会产生疲劳裂纹,并沿着最大切应力方向向金属内部扩展,当扩展到某一临界尺寸时就会发生瞬时断裂。这种故障经常发生在滚动轴承的外圈。而疲劳磨损是由于循环接触压应力周期性地作用在摩擦表面上,使表面材料疲劳而产生微粒脱落的现象。这种故障的发生过程大致如下:在初期阶段,金属内晶格发生弹性扭曲;当晶格的弹性应力达到临界值后,开始出现微观裂纹;微观裂纹再进一步扩展,就会在滚动轴承的内、外圈滚道上出现麻点、剥落等疲劳损坏故障。这些故障的发生与发展,都伴随着声发射信号的产生。
各种材料声发射的频率范围很宽,从次声波、声波到超声波,金属材料声发射频率可达几十到几百兆赫。其信号的强度差异也很大,可以从几微伏到几百伏。图6为声发射传感器在回转环齿轮上的安装示意图,两个声发射接收器S1和S2安装在回转环直径两端的壁上,通过前置放大器连接到声发射源定位系统上。用阈值电平法减少背景噪声对测量的影响,当声发射信号超过阈值电平时才进行计数,用声发射事件计数频率和声发射累计脉冲数作为监测系统。还可以测量两个传感器的信号到达时间之差,以此计算出故障发生的部位。
2.声发射技术的优点
由于滚动轴承的故障信息比较微弱,而背景噪声又比较强,因此与振动信号分析法比较,声发射技术进行故障监测诊断具有以下优点。
(1)特征频率明显
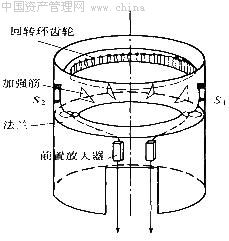
图6 声发射传感器在回转环上的安装
分别用振动加速度计和声发射传感器在机器在同一部位进行检测,对所得信号进行频谱分析比较发现,振动信号频谱图比较复杂,不易识别故障,而声发射频谱图清晰明了,易于识别故障,如图7所示。
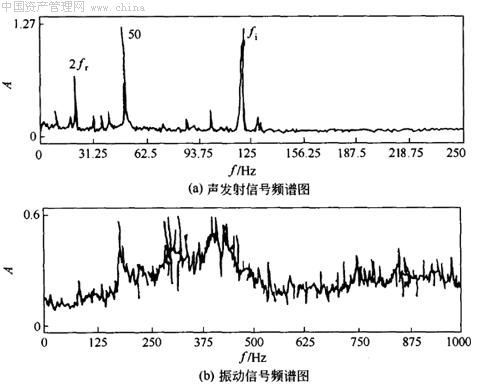
图7 声发射频谱图与振动信号频谱图
(2)早期故障预报效果好
在机器的载荷和工作转速等条件完全相同的情况下,同时用声发射和振动信号监测轴承的工作状态,由于轴承微裂纹扩展需要经过一个长期、缓慢的过程,这个阶段还不足以引起轴承明显的振动,而声发射信号已经比较明显了,因而声发射法能早期预报和诊断故障。
由于声发射诊断方法能有效地识别滚动轴承的故障信息,近年来在生产中有了一定发展,但它的致命缺点是需要昂贵的专用设备和专业人员,因而,在生产应用中受到了很大的限制。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)