|
为了实现电接触而连接导电零件是最常见的焊接应用之一。它遍及几乎所有的工业应用场合,如汽车、电气和电子设备,以及医疗设备。所采用的连接技术需要综合考虑到成本、焊接性能以及产量。随着零件尺寸不断缩小以及性能要求的逐步提高,一切传统的连接技术,如压接、热焊接和钎焊都不再适用。相比之下,定位焊接凭借着焊点完整、牢固且传导性能良好等优势,很快成为必备的标准焊接技术。
首选的材料是铜,因为它能够有效地传导能量和传输信号。铜的材料特性使它非常适合作为导体,但是很难被焊接。此外,由于零件尺寸变小,接点已经达到“微型焊接”尺寸,这样,焊接的难度就更大了。
铜的微型焊接给这些小型导电零件的热平衡控制带来巨大的挑战――因为必须要保证焊接的质量,同时确保不会过热或者受热不足。制造商们能否同时满足这些要求呢?是的,利用波长为532 nm的绿色激光焊机就能够实现。在讨论目前各种可选的焊接技术以前,我们先定义一下微型焊接:微型焊接是两种材料的接合,其中至少一种材料的厚度小于0.02英寸。目前可选的技术包括:超声波焊接技术,电阻焊接技术和激光焊接技术。
超声波焊接技术是一种有效的焊接技术,被用来连接铜板和其他零件;然而,这是一个机械连接的过程,它受限于零件的机械力、接口特点、接点的几何形状,以及不同零件的形状组合。
电阻焊接技术是一种切实可行的技术,但是,它受到接点形状的限制,并且需要购买小型传导电极,还需要维护。
因为超声波焊接和电阻焊接两种技术都需要与零件直接接触以产生接点,总的焊接时间等于制动周期加上焊接时间。对于大规模制造业来说,这意味着大量的时间延迟。
与此相反,激光焊接是一个非接触的加工过程,只需要单向加工。它能够加工很小的面积,焊接各种不同形状的零件。看起来似乎很适合铜材料的焊接,但是,这里还有一个问题。在波长1064 nm处,铜材料的反射率大于90%。因此,为了克服初始反射率高的问题,就需要很大的功率密度。一旦激光接触到材料,材料开始熔化,反射率就会迅速下降。初始时所需要的功率密度远大于焊接时所需要的功率,导致材料过热蒸发,在焊点处孔隙率过高,或者形成一个空洞。
许多不同的技术已被用来克服这个反射率的问题,包括脉冲整形、利用氧气辅助,以及采用反射率小的覆层金属。
激光整形技术并不是很可靠,因为铜以及其他导电零件的反射率存在一定的变化,这样减小激光功率的时间点也需要相应的进行变化。目前,已有技术人员尝试利用反馈技术来估计这个时间点,但是,这些试验并没有成功。利用氧气作为辅助气体,大大地提高了线形铜焊接中激光的穿透率,因为待焊接的零件上被覆盖了一层氧化物薄膜。但是,该技术并不适用于点焊接,因为氧气的辅助作用必须在连续几个脉冲走过之后才能显现出来,这样,在单个点或者短焊缝的焊接中,该技术就无法提供可靠的结果。采用反射率较小的覆层,比如镍或者锡,的确能够降低初始的反射率,但是,它无法完全解决问题,因为在激光与铜作用的过程中,仍然需要很大的能量使得激光耦合到铜材料。因此,微型焊接的可加工范围就非常小。

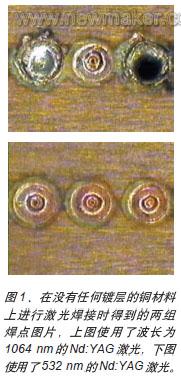
为了在铜材料表面形成良好、稳固的激光焊接点,就找出阻碍良好焊接的根本原因――材料反射率。当波长从1064 nm变为532 nm时,铜以及其他材料的反射率就大大减小了(见表1)。采用532 nm波长的激光使得激光光束持续耦合到铜材料上,并且稳定了焊接过程。图1给出了采用1064 nm和532 nm激光对没有镀层的铜材料进行焊接后的结果对比。采用532 nm激光时在铜材料上的焊接效果,可与1064 nm激光在钢材料上的焊接结果相媲美。
为了对铜材料成功地进行微型焊接,必须采用波长为532 nm的绿色激光。实现该波长可以有两种方式,最常见的方法是利用调Q激光器,但是这样的激光器没有足够的脉冲能量进行焊接。更新型的技术是采用Nd:YAG脉冲激光器,它所得到的532 nm激光,峰值功率达到1.5 kW,脉宽5 ms。这就提供了足够的焊接能量,能够穿透厚度达350微米的铜板。这样的能量,在大多数微型焊接应用中已经足够了。采用由光纤传输的Nd:YAG脉冲激光的另一项好处是光束的亮度低,这提高了焦斑点处吸收光的程度,避免了在焊点中心形成过热点而产生不稳定性。
众多的应用领域
产品中的电气连接在其尺寸、形状与材料上存在着很大的区别。因此,这里给出了一些例子来说明532 nm激光焊接的性能和优势。
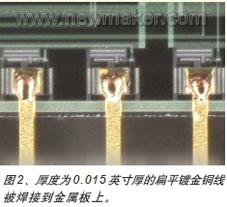
半导体连接 图2中给出了焊接到金属板上的0.0015英寸厚的镀金铜线。由于铜线横向比较宽,但是厚度很小,所以必需用一个尺寸相对较大的光斑来进行焊接。在这种情况下,具有长脉宽和低峰值功率的激光能够提供较好的能量流,而且光束的低亮度使得扁平的铜线在整个横向的宽度上都得到均匀的加热。
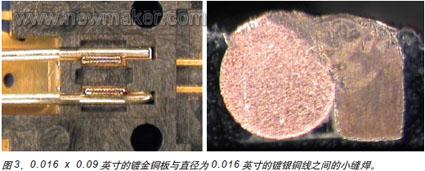
平面与圆型端点的连接 激光加工具有高度的灵活性,特别是当加工的接点以及两端的几何形状不同时更为有利。图3给出了侧向为矩形的镀金铜制连接器与镀银铜线之间的焊接点。焊接点呈“烟斗”状,线的一端与顶端之间形成焊点。激光光束与铜线的圆型顶端以及铜板平面之间的耦合使得整个焊接过程非常可靠。同样的,由于激光光束的亮度低,使得整个加工过程更有利于零件的接合。
线到平面的连接 另一种焊接构型是焊接实心和成束的线。当线被焊接到薄板上时,线与板子都必须同时不断对激光能量进行吸收,以保证焊点的固定性(图4)。类似的,当焊接成束的线时,必须控制线的分布,以确保整束线对激光的吸收。

框架的焊接 在大规模生产中,若要焊接框架上的不同接点,其关键就是焊接质量和焊接速度。由于激光焊接是一个非接触式的过程,它非常有利于大规模的生产加工。在整合了激光光束的移动后,它能够在一秒钟内得到许多个焊点(见图5)。
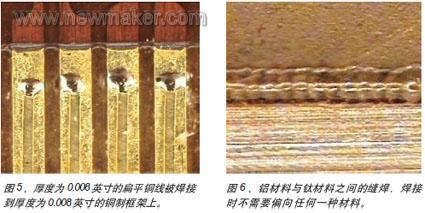
不同材料之间的焊接 当焊接的材料有不同的吸收率时,经常出现的情况是:吸收率大的材料过热,导致材料飞溅或者产生孔洞。通常,克服这个问题的办法是加工时偏向其中一种材料。但是,对于小型零件来说,即使很微小的吸收不均也会导致焊接过热。如果采用波长为532 nm的激光,由于两个零件的反射率更为接近,就能够实现焊接过程的能量平衡,从而大大提高可焊接率(如图6)。
小结
铜材料的焊接是一个比较困难的工序,而微型铜焊接使得该加工的难度更大。激光焊接是实现铜材料的接合过程的一项实用技术,它采用非接触式的加工方式,十分适用于自动化的加工过程。然而,铜在1064 nm波长处的反射率很高,阻碍了激光加工的实现。为了克服这个困难,我们采用532 nm波长的绿色Nd:YAG激光焊机,它为铜材料和其他导电材料的大规模微型焊接提供了行之有效的方法。
本文作者Geoff Shannon和Paul Severloh来自美国Miyachi Unitek公司,公司网址:www.muc.miyachi.com。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)