|
һ��ǰ ��
������������ҵ��Ҫ�Ļ�������Ԫ����ͨ��ÿ����������18~30���ݲ������ֵ�����ֱ��Ӱ��������������ƽ���Լ�ʹ��������Ŀǰ���������ҹ��ѳ�Ϊ���������������������ǿ���������ҵ��Ȼ��Ҫǿ��ij��ּӹ�װ��ҵ֧�š����ּӹ�������һ�ָ��ӵĻ���ϵͳ����������ҵ�Ĺؼ��豸�������ϸ���������ǿ�����������¹����ձ���Ҳ�dz��ּӹ���������ǿ������ͳ�ƣ��ҹ�80%���ϵ����������ɹ����Ƴ�װ���ӹ���ɡ�ͬʱ��������ҵ������60%���ϵij��ּӹ�������������ҵ��һֱ�ǻ������ѵ����塣
�����������ּӹ�����
1����õij��ּӹ�����
���ݳߴ硢���Ϻ���;�IJ�ͬ�����ֿ��ò�ͬ�ķ������졣Ŀǰ���ּӹ�����Ҫ�Ĺ��շ������¡�
�� ���ݣ���ݡ��ͳݣ�����ݡ��ȴ���
�� ���ݣ���ݡ��ͳݣ����ȴ���������
�� ���ݣ���ݡ��ͳݣ����ȴ������ι�
�� ���ݣ���ݡ��ͳݣ����ȴ������ι�����ݣ�ǿ����
�� ���ݣ���ݡ��ͳݣ����ȴ�����ĥ��
�� ���ݣ���ݡ��ͳݣ����ȴ�����ĥ�ݡ���ݣ�ǿ����
2���������ּӹ���õĹ��շ��������ص�
�� ���ݣ���ݡ��ͳݣ�����ݡ��ȴ���������ݣ�
�ص㣺�ӹ�Ч�ʸߡ��ӹ��ɱ��ͣ��ʺϽγ����ͳ����ּӹ���
�� ������ݣ�����ݡ��ȴ���
�ص㣺�ӹ�Ч�ʸߡ��ӹ��ɱ��ͣ��ʺ���һ���������������ּӹ���
�� ������ݣ����ȴ�����ĥ��
�ص㣺�ӹ����ȸߡ��ӹ�Ч�ʽϵ͡��ӹ��ɱ����ʺ��ڸ��ٳ��֡����Ϳͳ����ߵ������������ֵļӹ���
3�����ּӹ�Ӧ���ǵ�����
�� ���ݼӹ������Ҫ��Ҫѡ���ʺϵĻ��������ʺϵĻ����Ĺ���������������ܣ�����Ҫ�иߵĸ��ԡ����õ����ȶ��ԡ��߿ɿ��Եȣ�
�� ���ֵļӹ����Ⱥ�Ч�ʣ����������IJ��ϡ�������Ϳ�㹤�ա����ȵȼ������ԣ��о��Ķ�λ��ʽ�����Ⱥ��ԣ������IJ��ϡ�Ӳ�ȡ����Ⱥ��ԣ����������ĺ���ѡ�ã��Լ�����Һ��ѡ���йء�
4�����ּӹ��¼���
�� ���ٸ�ʽ����
�ص㣺��ɫ�ӹ�����Ч�ʡ������ӹ��ɱ��͡�
�� Ӳ����ӹ�
�ص㣺��Ч�ʣ��ӹ��ɱ��͡�
�� �����ӹ����������ֵȣ�
�ص㣺��ɫ�ӹ����ݲ�ǿ�ȸߡ���Ч���ɱ��͡�
�������ּӹ���װ����Ҫ��չ����
1�����ּӹ���װ����Ҫ��
�� ���ּӹ����������ط���չ��
�� ��Ч�ʺ�24Сʱ�������ϵĹ���������
�� ʵ���ȶ��߾��ȼӹ���
�� �Զ����̶ȸߣ�Ӧ�����Զ��ϡ����ϣ��Զ��н�װ�ã�
�� �����Ѻã�
�� �ߵ����ԣ�ʵ��������������ʱ��̣�
�� �ߵ��Լ۱ȡ�
2. ���ּӹ�������װ���ķ�չ����
Ϊ��Ӧ���ּӹ���ҵ�����쾫�ȡ�����Ч�ʡ�������������������Ҫ���Ƴݻ������Ƴݼ������������·�չ���ơ�
2.1ȫ����
����ͨ���������ĸ��˶������CNC���Ƽ������������������������ŵ㣺
��1�������˻����Ĺ��ܣ������С�ȼ����γ��ֵȱ�ü�Ϊ��
��2�������˴�������ͬʱ���ð�ջ���ȫ�ջ����ƺ�ͨ�����ز���������߸���Ķ�λ���Ⱥ��ظ���λ���ȣ��Ӷ�����˻����ļӹ����ȼ�Cpֵ�������˻����Ŀɿ��ԣ�
��3����Ʒ��ʱ����ʡȥ�˼��㼰���ֳݹ��ּ�����֡����������ỻ����ʱ�䣬��ݻ���ʡȥ�˻�б�����ʱ�䣬�Ӷ������˸����ӹ�ʱ�䣬�����˻��������ԣ�
��4�����ڻ�е�ṹ��ü��ˣ���������Ƹ�������������ĸ��Լ����ȱ��ν�����ף�
��5�������û�л�е��ϵ���ṹ��Ʊ�õ��ͻ���������ʵʩģ�黯��Ƽ����졣
��ˣ��Ƴݻ���������ȫ���صķ���չ��
2.2 ���ٸ�Ч
���ּӹ���������ݻ�����ݻ���ĥ�ݻ��ĸ��ٻ���Ҫ��ָ����ӵ�иߵĵ�������ת�ٺߵĹ���̨ת�٣��������������Ч�ʵ���Ҫָ�ꡣ
��ͳ��е���ݻ��Ĺ�������ͨ�����Ϊ500 r/min������̨ת�����Ϊ32r/min�����ų��ּӹ��������ܵ���ߣ����ּӹ������ĸ��١���Ч�����õ��˷��ٷ�չ�ͳ��죬���ֹ��������ٶ���100m/min�����ɴ�500~600m/min�������ߵ��ٶ���3~4mm/r��չ���˿ɴ�20mm/r����ʹ���ݻ���������ת�ٿɴ�5500r/min������̨���ת�ٿɴ�800r/min�����������ƶ��ٶ�Ҳ�ߴ�10m/min����������ϵͳʹ����������ֱ���ͳ��Ⱦ��ϴ��ɰ�ֽ���ĥ������������ɰ��������Ҳ�����ڲ�����ѡ�����ŵ�ĥ�����������ĥ���ӹ���
��Ч�ӹ��ǻ����Ӹ������������ר�ü��������Ա�֤�������������Ч��������������ʹ��������������ȶ��Եļ�����ȴ����ѭ��ϵͳ�������������������Ǽ��⻬���ʹ��ʽ������������мѸ����Ч�ų���������Ԥ�صġ���϶����˿�������Ľ���ϵͳ��������ĥ��ֱ�ߵ�������PLC���ƵĶ�������������ȵȡ��������Ӧ��ʹ��������õ���ߣ�������̨ת�ٵ�������Dz����˸߾���б���ָ������ص���������ἰ���ص�����л�ת���ȸߡ������϶�Ͳ���ά���ŵ㡣
2.3�ӹ�����
���ڲ����˸߾��Ⱦ���Ԥ�Ӹ��ɵĸ߸���ֱ�ߵ��졢����˿�ˡ�������С������ᡢ���ص�������ؼ�����ʹ���ּӹ������ڸ��ټӹ��������¾��ȵõ���֤��������ߡ������ᾫ��һ��Ϊ�������0.002mm������0.001mm������Ť���ŷ������λ���ȴ�0.5�壬�ظ���λ���ȴ�0.01�壻ֱ���˶���Ķ�λ����С��0.008mm���ظ���λ����С��0.005mm�����ݼ���ݾ���Ϊ�ּӹ������ڸ������������������ܴﵽDIN6��7�����ȣ�Ϊ���ľ��ӹ������ø߾����ṩ�˱�֤��Ŀǰ���ߵ���������������Mֵ�ܴﵽCpk�R1.67��
����ĥ�ݻ�����Ч�ʵ���ߡ���������ĥ�ݳɱ��Ľ����Լ��������ֲ�������߾��ȵ�Ҫ���г���ĥ�ݻ�������Խ��Խ��ͬʱ���������ؼ����ķ�չ�����ֻ�����Ĺ������������ʵ�֡���ˣ��ڼ��ҵ��г�����ѹ���£��������Ҫ�Ƴݻ�����������ҵ����������ĥ�ݻ�Ϊ�����ij��־��ӹ��������С��������Ƶķ�չ��ʹ�����������ּӹ�Խ��Խ��IJ��ù���ĥ���ա�
2.4 ���ܸ���
���ܸ����ͻ�����ָ��һ̨�����ϻ�һ��װ���У�������ɶ������ӹ����Ӷ���߹����ļӹ�Ч���������ȡ�Ŀǰ���ּӹ�������Ҫ�����¹��ܸ��������ʽ��
��1���Զ����ϡ����������ݡ����⡢ȥë�̡��Զ����ϣ�
��2���Զ����ϡ����������ݡ����ǡ��Զ����ϣ�
��3���Զ����ϡ����������ݡ�ĥ�����Զ����ϣ�
��4���Զ����ϡ�ĥ�ڿס������桢ĥ���֡��Զ����ϣ�
��5��ĥ���֡�ĥ��Բ��ĥ���棻
��6���Զ����ϡ�����ȥë�̡���ݡ��Զ����ϣ�
��7���Զ����ϡ����ݡ����ǡ�ȥë�̡��Զ����ϣ���
��8���Զ����ϡ�ϳ�������֡����ǡ��Զ����ϣ�
��9���Զ����ϡ�����ȥë�̡���ݡ�˦�ɡ��Զ����ϡ�
2.5��ɫ��
����������Ӧ������Һ����ߵ������������Ƽӹ����������������ų������ȶ���������������ȱ��Ρ����ǣ��ڸ�����������������Һ�ķɽ����γɵ���������̬�������ر��Dz����ߵĽ����ر��к���Ϊ�ˣ�ͨ���ǽ��ӹ����û��ַ����������װ��������������ʹ�ų���ֻ�Dz����͵����������������������ػ�����ѭ�����á����Ⲣ���ܴӸ����Ͻ���������⣬��Ϊ��������Һ�ĸ����ŷŻ�������Ⱦ������
ʪʽ���ּӹ������ĵ�����Һ������Һ����װ�õķ���ռ�ӹ��ɱ���20%���ң����ø��ٸ�ʽ���������2��3�����ϵļӹ�Ч�ʣ����ߵ�ʹ��������ʪʽ������2��5������ˣ���ʽ���������˵������ֵļӹ��ɱ���
���ٸ�ʽ�����ȿɼ�����ȴ�͵����ĺ���ȴ����װ�����ֿɱ���Ի��������Ⱦ�������������Ч�ʣ����͵������ֵ�����ɱ�����ˣ����ٸ�ʽ������Ϊ�гݻ��������̶��������Ŀ��ͷ�չ�������ų��ּӹ������ĸ��ٻ����������Ե���ߣ����õĿ����Լ���м���������ƣ��Լ���ʽ�����������ߵĽ�һ����չ�����ٸ��������гݻ�����ȫ��ʵ�֡�
2.6 ���ܻ�����Ϣ��
���ֻ����Ƽ�������������������Ϣ������������Ƽ��������һ��ʹ���س��ּӹ����������ܻ�ˮƽ���ߡ�
���ּӹ�����Ҫʵ���������¶Ȳ������Զ�ƽ�⡢��ײ���ܡ����ر������������Զ�ʶ��װ�й����Ƿ���ȷ�������Ƿ��Ѽӹ������Գ����ϡ��ӹ��������䡢����ĥ�����߾��ܼ�⡢�Զ�����ɰ�֡����̽��桢��ܼӹ���������������ר��ϵͳ���������ڻ�������˹���ʱ���Զ�ʶ��Զ�̿��ơ�Զ����ϵȹ��ܡ�
���ܻ��dz��ֻ�����߿ɿ��ԡ���ȫ�ԡ��ȶ��ԡ���������ӹ������ܼӹ���ʵ�����˻������Ļ��������ؽ��������ƺ���ߡ�
���ּӹ������Ÿ�Ч���߾��ȼ���ɫ���췽��չ�����ּӹ�����������ȫ���ء����ܸ��ϡ����ܻ����Զ�������Ϣ������չ��
�ġ��������ּӹ��ĵ���װ��
1��Ӧ����㷺���������ּӹ�װ��
Ŀǰ�����ݸ���ҵ���ּӹ������ص㣬ʹ����㷺���Ƴ�װ���й��ݻ�����ݻ�����ݻ�������������ǻ�������������ĥ�ݻ���
�������������Ϊ�ҹ��������س��ּӹ�װ������ͷ���������ϳ��ּӹ��������������������̣�Ϊ��������ҵ�ṩ�˴������Ƴ�װ������������Ʒ���ع��ݻ���������ݻ������ػ����������Ѵﵽ�����Ƚ�ˮƽ�������˹��ڹ��ݻ�����ݻ��ͻ��������������ˮƽ��
2�����ݼ�����װ��
���ݷ��ѱ�֤����ͨ�����������ڳ�Ȧ�ϲ���������õķ�����ʵ��������ֻ���ù��ݵķ����ӹ���

ͼ1 չ�ɹ���Բ������
2.1 ���ݻ��ķ���
2.1.1 �����ػ��̶ȷ���
����е���ݻ�
���ռ������ع��ݻ���2~3��ֱ�������ᣩ
�������������ع��ݻ���4~8�������ᣬ����������

ͼ2 ���ݻ�������
ͼ2�У�
A�����ܻ�ת�˶� �ŷ���
B��������ת�˶� ����
C������̨��ת�˶� �ŷ���
X����������˶� �ŷ���
Y����������˶�(��ܵ��˶�) �ŷ���
Z����������˶� �ŷ���
��������ָ B��C��X��Z��B��C��X��YΪ�����ᡣ�ɵ��ӳ�����(����)����г�ʱ�ķֳ��˶������������˶�������������˶���
2.1.2 ���ӹ����ȷ���
����ͨ���ݻ�
�����ܹ��ݻ�
���߾��ȹ��ݻ�
2.1.3 ���ӹ�Ч�ʷ���
����ͨ���ݻ�
����Ч���ݻ�
�����ٹ��ݻ�
2.1.4 ���ӹ��������
����������ݻ�
��Ӳ������ݻ�
2.2 �����������YKS3120ϵ��ģ�黯���ݻ����ص�
����������Ų���ģ�黯��ʽ��ơ�����YKS318��YKS3112��YS3116CNC7��YKS3120��YKS3132��YS3140CNC6�������������ظ��ٹ��ݻ��IJ���������1�����ص����£�

ͼ3 YKS3120ϵ�����ظ��ٹ��ݻ����ͼ
��1 ������������������������ع��ݻ�ϵ�в�Ʒ����Ҫ����������

YKS3120�������ظ��ٹ��ݻ�ϵ�в�Ʒ���ص�
�� ����SIEMENS 840D��FANUC 18i����ϵͳ��
�� �����˴����Ľ���������������������ٶȡ����ȡ��ɿ��Եȣ�
���ȿ�����ʪʽ����Ҳ�����ڸ�ʽ���ݣ��ȿɹ��������ֿɹ�Ӳ������֣�
�� �ʺϲ��üӳ���ͷ����ǿ�����ߵ��������������ӹ�Ч�ʼ��ߣ�
�� ��ͬģ������ͬ��������ͬ�����Ǽ���ͬ���������˫�����������ֿ���һ�ΰ�װ����ɳݲ��Ĺ��У���ͼ4�������ܵ��ֶ�ϳ�ۣ�

ͼ4 һ�ΰ�װ��ɶ���ݲ��ӹ�
�� �߸���
�������øְ������ṹ��
�������ö��ڽṹ��
���������б���ּ�����̨�ֶȳ��־���������϶�����������
�����ý��ڹ���ʽ�������Ԥ���ɵ�ֱ�߹������죬����ά���ұ��־õĸ߾��ȣ�
�� �ȱ���С
����ô�������ѭ����ϵͳ����֤�������ᴫ���䡢����̨�����䡢������֧��������������ƽ�⣻
����������ȶԳ�����Ƶ����촲���������ڲ�ͨ����ȴ��ѭ������֤�������Ŀɿ������ʹ����õ����ȶ��ԡ�
�� ���ߵİ�ȫ��
��������������������������
�������Ļ������ַ����Ų�����������
���ڶϵ��������ʱ�Զ��õ�������ײ��
������������Զ���⼰����װ�ã�
����Զ������ϵĻ�����������������ͼ�⡢����Ƿ��Ѽӹ�����⼰�����Ƿ�װ��λ���װ�á�
���Զ����̶ȸ�
�� ������ֲ�ͬ���͵Ĺ����Զ��ϡ�����װ�ã�
�� �������˲����Զ��н�װ�����������֧���������ֶ�ǰ�������ˣ�����Ҫ���ߣ�
�� ��������Һѹ��ĸ�������������л�����ٵ���װ�á�
�����Ժ�
�������ӹ����ʱ��������Ҫ��������֡��ֳݹ��֡��������֣�����ؽ�ʡ�˵���ʱ�䡣
3. ��ݼ�����װ��
����Ǿ��ӹ����ֵ�һ�ַ������������������ʸߡ���ݳ��������á���ݵ������öȸ��Լ����û����ṹ���������㣬�����ڳ���������������Ħ�г�����ҵ�ij��ּӹ��У���ݵõ��˹㷺Ӧ�á�ͨ����ݿ���߳��־���1~2�������ﵽ5~7��������ֲڶ�һ��ΪRa=1.25~0.32��m��
3.1��ݻ��ķ��༰�ص�
3.1.1�����Ʒ�ʽ��
��е��ݻ����������ͨ������PLC��ʽ���ơ�
������ݻ�������һ�����������ء�
3.1.2 �����ܷ�
������ݻ�������������������ꡢ�����ꡢ������ͶԽ��깦�ܡ����ڻ����Ĺ��ܶ࣬�ṹ���ӣ��ή�ͻ����ĸ��ԡ�
������ݻ���ֻ�о����깦�ܣ������ṹ�����Ժá�
ͨ����ݻ�����������������;����깦�ܣ�����ĿǰӦ����㷺������������ʽ��
3.1.3����ݷ�ʽ��
�����꣺�굶����������ת������֮��û��ǿ�Ƶ�չ���˶���
ǿ���꣺�굶������ֱ��������綯���ƣ������ͬ��������ʵ�֡�
3.1.4���Զ�����ʽ��
�ֶ������ϣ��ɲ�����Ա�ֶ����������빤���м��ϣ���ʹ�����굶�����ϡ�
�������Զ������ϣ�������Աÿ�ν�һ����������Ǽӹ����Ĺ��������ں����Զ�����������ӹ������굶���ϣ��ӹ�������Զ��Ƴ����Ǽӹ�����������Ա�����������������˲��������İ�ȫ��
���ϲֵ��Զ���������ݻ���������Աֻ�轫һ�����������ϲ��У��ӹ�����ٴ��ϲ���ȡ�¹�����
3.2 �����������YK4232����������ݻ�ϵ�в�Ʒ���ص�
����������Ų���ģ�黯��ʽ��ơ������YK4232��YK4240����������ݻ���YKT4232��YKT4240�������ؾ�����ݻ�(��ͼ5)����������չ��Y4232CNC������ݻ�������Ҫ��������������2��

ͼ5 YK4232ϵ��������ݻ����ͼ
��2 �����������YK4232ϵ����ݻ�����Ҫ��������
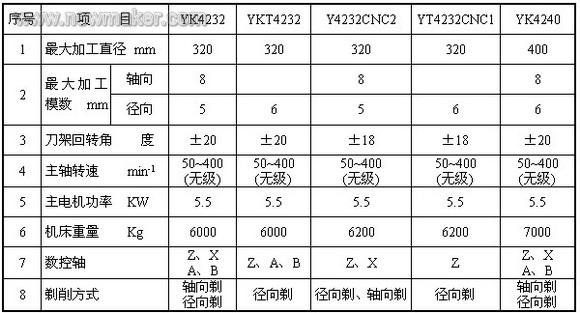
YK4232����������ݻ�ϵ�в�Ʒ���ص㣺
�� ��������SIEMENS 810D��FANUC 0i MC������ϵͳ���ơ�
�� �ĸ������ᣨ��ͼ6���ֱ�Ϊ��
Z�D���ܾ������
X�D����̨�������
A�D�굶��ת��
B�D�굶��ת

ͼ6 YK4232ϵ��������ݻ�������

ͼ7 ��ݼӹ�
���������о���������ݹ��ܣ����������γݼ�С�ȳݣ��ر��ʺ�������Ħ�г�����ҵ�ij����������ּӹ���
���ӹ����ߡ�����ֲڶȺü�Cpkֵ��(�ɴ�1.67)��
�����ܿɿ�
���������Ժ�
����������ݷ��ɼӹ��������ģ��Ϊ8�����þ�����ݷ��ɼӹ��������ģ��Ϊ5��
����������ǿ
ͨ����̿ɺܷ����ʵ�ֵ��߱��٣��굶��ת�ǣ�����������������ã����������أ��֡������ת������ʱ��ȹ��ܡ�
���Զ����̶ȸ�
�������䵥�������Զ�������װ�ã����ֹ����Զ�ѭ����ʽ�ȡ�
����������������������
���굶������ת�Ǽ������Զ����ɡ���������ʹת�Ƿ����Ҿ��ȸߣ�
����ȫ���ܺ�
�� ���е��������Զ��ϡ�����װ�ã�������ֻ��ѹ�������Զ���굶�Ĺ��������ϣ��Ӷ�ȷ���˲����ߵ�������ȫ��
�� �����������ж��ּ�ⱨ��װ�õȴ�ʩȷ���˻����İ�ȫ��
4�����ػ���������
���������Ƚ�ˮƽ���������ع������ļ����������ص����£�
�� �����ڽ��������ij�������������
�� �ӹ����ȿɴﵽGB/T 3478.1��1995��6�����ȣ�
�� �������ӹ�ģ��1.75 mm�����ӹ�ֱ��70 mm��������������40�֣�
�� ���������������ּ���������ת�˶����ö������ŷ���������������ŷ����ͨ������ϵͳ���ӳ����䣨EGB��ͬ����
�� �����ⶥ������Ҳͨ���ŷ��������ʵ�֣�
�� �����������ֵľ�����������������������ͨ�������ŷ������ƣ�
�� �������ᣨ��ͼ8�����˶�ʵ����ȫ���أ���֤�����˶��Ŀɿ��ԡ���������ϵͳ���õ¹�Siemens 840D����ϵͳ��
�� ������ҪҺѹ����Ԫ�����õ¹�RexrothԪ����
�� ������Ҫ��в��õ¹�FAG/INA��У�
�� �û�����һ��������ߡ����ܼ۸�Ƚϸߵĸߵ����ع�������

ͼ8 �������ع�����������

ͼ9 Y8406CNC7�����������������ͼ
�塢 ������
���ݣ���ݹ�������ã�ʹ�÷�Χ��㷺���������ּӹ�����·�ߡ����ݣ���ݹ�����Ҫѡ����ʵĻ��������ߡ��оߺͺ���������������ͬʱ�Գ����ľ���ҲҪ���ơ����ſƼ��ķ�չ���������켼����װ��Ҳ�ڽ�һ����չ����Ч���߾��ȡ��Զ��������ܻ�����Ϣ�������ӹ��ǽ����ּӹ�������װ���ķ�չ���ơ�
�����
1�����ȹ㣬�����Ƚ��Ƴݼ��Ƴݻ��������ķ�չ����, ���켼���������03���2�ڣ�p10-12
2�����ȹ㡢�ܻ��������ּӹ�������ɫ�����������Լ�ʵ�������켼���������03���11�ڣ�p18-20
3�����ܻ������ȹ㣬������ɫ����Ĺ��ݻ��о���״��������չ���ƣ����켼���������04���11�ڣ�p47-50
4�����ȹ㣬������������ţ����²�Ʒ�����켼���������06���3�ڣ�p13-15
5���������������EMO2005�������Ƴ�װ���ķ�չ������������Ϣ���й������ܹ�˾���¹�EMO 2005չ���鿼�챨�棬p13-17
6�����ȹ㡢���ܻ�����EMO2007չ�ῴ������ּӹ����������ķ�չ���й��������߹�ҵЭ����ҵ��EMO Hannover 2007 ���챨�棬p1-11
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���