|
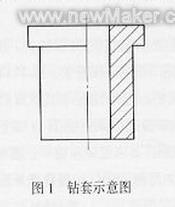
我公司自制的钻套(见图1),主要用于公司生产的载货汽车后桥从动锥齿轮安装孔钻孔之用,12个钻套镶在一个钻孔模板上。每个齿轮有12个安装孔,按日产200个齿轮计算,需要利用同一个钻套孔钻孔200个左右,因钻孔数量较多,钻套磨损较大。以前钻套的热处理采用箱式电阻炉,工艺操作简单,但使用寿命较低。改用盐浴炉处理后,钻套表面硬度提高了2HRC,使用寿命提高了1倍多,但仍需经常更换钻套。
生产实践证明,若钻套使用寿命较低,不仅影响齿轮的生产量,而且还关系到钻孔的加工精度(除孔本身加工精度外,还有从动齿轮安装孔中心距的精度等)。为此笔者进行了多次试验,结果表明,钻套采用渗碳后空冷并进行再加热淬火处理后,不仅表面硬度提高了3~4HRC,而且因其表层可以获得较理想的弥散细小颗粒状碳化物,其耐磨性大大提高,因此,钻套的使用寿命提高了3~4倍,满足了生产和产品质量的要求。
1.材料
钻套采用T12A钢制造,材料化学成分要求执行GB/T12981986《碳素工具钢的化学成分及力学性能》标准,其主要化学成分:ωO=1.15%~1.24%,ωsi≤0.35%,ωMn≤0.40%。
2.技术要求
(1)硬度要求表面淬火硬度为63~65HRC。
(2)变形要求变形要小,尖角处无淬火裂纹。
(3)金相组织要求表层无脱碳层,马氏体级别小于3级。
3.热处理工艺的改进
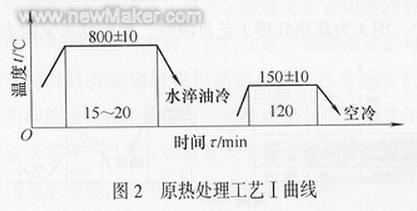
(1)原热处理工艺Ⅰ主要设备采用RYD―15―9型箱式电阻炉,工艺路线为装卡→加热→淬火→回火→抛丸清理→检验。其具体工艺操作要求为:在箱式炉中790~810℃加热并保温15~20min后,取出空冷3~5s,淬入水中3~4s,迅速转入油中冷却;回火采用RJJ―35―6型井式回火炉,要求淬火后及时回火。图2为原热处理工艺Ⅰ曲线。检验结果见附表。
由于钻套在空气炉中加热时,表面产生了一些氧化,因此淬火硬度偏下限,为62~63HRC,钻套使用寿命相对较低。为解决这一问题,可以在钻套加热前表面涂以保护涂料以减轻氧化。
(2)热处理工艺Ⅱ主要设备采用RYD→50→8型盐浴炉,工艺路线为装卡→预热→加热→淬火→回火→抛丸清理→检验。其具体工艺操作要求为:先在一台盐浴炉边预热20~30min后,在此盐浴炉中770~790℃加热并保温3~4min,然后淬人含40%~50%NaOH的饱和水溶液(介质温度≤40℃)3~5min。因40%~50%NaOH的饱和水溶液在40℃时具有较高的冷却能力,采用盐浴加热可以很好地减少钻套的氧化,因此,其淬火硬度较高,较使用空气炉提高了2~3HRC,使用寿命较使用空气炉提高一倍多。回火采用RJJ―35―6型井式回火炉,钻套淬火后,为避免产生裂纹需要立即回火。图3为热处理工艺Ⅱ曲线。检验结果见附表。

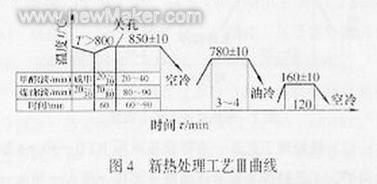
(3)新热处理工艺Ⅲ主要设备采用RJJ―35―9T型井式气体渗碳炉和RYD―50―8型盐浴炉,其工艺路线为装卡→渗碳→空冷→预热→再加热→淬火→回火→抛光清理→检验。其具体工艺操作要求为:在一井式渗碳炉中850℃渗碳空冷后,先在一台盐浴炉边预热20~30min,然后在此盐浴炉中770~790℃ 加热并保温3~4min,并淬入油中(淬火油采用Y15―Ⅰ型快速光亮淬火油,油温为80~90℃,这样既有较高的冷却能力,又有利于减少淬火变形);回火采用RJJ―35―6型井式旧火炉。图4为新热处理工艺Ⅲ曲线。检验结果见附表。
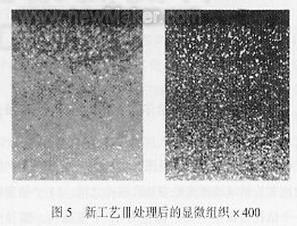
有关文献指出,再加热淬火的零件同直接淬火的零件相比,可以得到进一步细化的晶粒度和显微组织,因而能够获得良好的综合力学性能。钻套采用新的热处理工艺Ⅲ――渗碳空冷后再加淬火工艺后,其表层获得的金相组织为弥散细小颗粒状碳化物(见图5),渗碳层厚度为0.40~0.50min,而且表面硬度高,因此,其耐磨性大大增加,使用寿命较使用空气炉处理提高3~4倍。
经过一年多的生产实践证明,采用新的热处理Ⅲ处理的钻套,其质量稳定可靠,使用寿命长,很好地满足了生产和产品技术的要求。由于所需要加工的钻套可以随其他渗碳层要求相近的工件一同装炉进行渗碳,因此,钻套的热处理相对比较方便。
4.小结
钻套采用渗碳空冷后进行再加热淬火处理后,不仅表面硬度大大提高,而且表层可以获得较理想的弥散细小颗粒状碳化物,因此,其耐磨性大大提高,使用寿命提高了3~4倍,很好地满足了生产和产品技术的要求。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)