|
1 引言
自动化介入自来水行业是近年来水厂发展最显著的特点,自动化的应用在自来水厂中产生了显著的经济和社会效益。北方城市新建和扩建水厂主要依靠引进外资和全套设备技术,水厂自动化工艺平均水平较高;而南方城市由于小型水厂多,主要通过改造旧水厂实现水厂自动化。
新和净水厂由于初期建设和扩建部分的自控系统分开投入,造成生产上的重叠和不便,从某种程度上是准自动化运行,阻碍了生产。为实现整个供水系统的优化调度,考虑到性价比与维护方便,项目选择Schneider公司的Vijeo Look 2.6组态软件作为上位机系统的核心软件系统,对现有自控系统进行了改造。 2 系统描述
2.1 系统设计
在设计时既考虑到集中控制的优越性,又考虑到检修和设备故障时现场操作的安全性和即时性,从传统的PLC和DCS控制转为PLC和DCS融合控制,采用就地、车间和中控三级控制。
就地控制:在所有电气设备的现场都设立了现场操作箱进行就地控制,操作箱上设置了“手动、自动”(M/A)的选择开关,有利于岗位工人操作和检修设备,也有利于自控系统的调试,其优先控制级别为最高。
车间控制:一方面,上位机能通过各车间的PLC对设备进行自动控制;另一方面,在与中控室脱机、通讯线路出现故障或调试阶段,各分站能独立利用分站PLC进行控制。
中控室集中控制:中控室能对全厂的生产过程进行控制、监视、管理、数据处理,能动态反映各部分的运行状态、主要的过程参数、工艺参数,产生各种报表。
2.2 系统组成
根据净水厂的工艺要求、管理方式和现场I/O的分布情况,本着经济、实用、可靠和技术先进的原则,确定新和水厂的自控系统结构如图1所示: 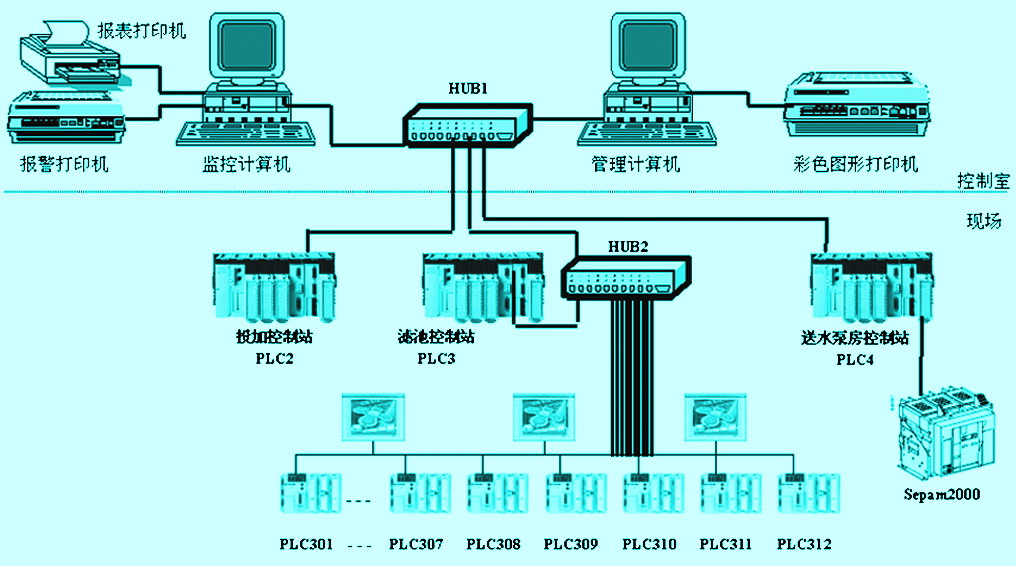
图1 自控系统结构
整个系统共有三个现场PLC站:投加站(加药、加氯)、滤池站和送水泵房站,各分站PLC均采用Schneider公司的产品;而为了避免电磁干扰影响整个通讯系统质量,各现场控制站与上位机通过光纤组成工业以太网,用TCP/IP网络协议通讯;上位机系统平台为Windows2000,用Vijeo Look 2.6软件作为核心软件系统进行开发,实时显示各设备的状态和水质参数等。另外,为了使系统更安全可靠,在中控室装设了UPS不间断电源和金盾单相避雷电源器。
3 功能设计
3.1 监视功能
全厂自动化控制系统以标准的Windows为操作平台,图形化操作界面监视全厂制水系统的运行状态,提供现场工艺流程、设备状态、曲线、报警信息以及参数状态等信息,以形象直观的动态图形方式显示各监控点的状态和设备的运行情况,提供修改参数或发出指令的操作指示。
3.2 控制与操作功能
能够根据通过键盘和鼠标的操作即可对现场设备进行控制,如设备的ON/OFF控制、参数的设置和修改。另外,对系统的操作权限有严格的管理,以保障系统的操作安全。
3.3 报警功能
系统能对设备和主要的控制参数进行异常报警。在报警时显示终端发出声音和闪光提醒值班人员,并提示相应的提示信息和画面,提醒值班人员作出相应的处理。一旦对报警确认后能消除相应的声光报警,当故障排除,通过复位键消除相应的报警标记。
3.4 通信及优化运行功能
系统采用Windows操作系统,以太网连接和TCP/IP通信协议,通过ODBC,API等接口方式与其它系统通信、传送数据,并接收其他系统发出的联动及协调控制命令。TCP/IP的通讯速率为100Mbps并可扩充至1000Mbps,极大地满足了系统对通讯速率的要求。
3.5 数据库管理功能
以数据库(DataBase)为核心,能实时反映生产过程的各项参数、曲线和报警记录生产日记数据,方便查阅和打印日、月、年报表、历史故障和趋势图。 4 软件组态
4.1 画面组态
图形显示以规范的设备图形符号为基础,按实际的车间、操作习惯和要求绘制,本系统设计了加药、加氯、澄清池、滤池、送水泵房、报警及重要参数(如浊度、PH、流量、余氯)趋势和报表等画面。在画面中可以看到整个厂区的平面图,通过点击平面图中的建筑物可以进入到相关画面进行监控;而在画面的下部是报警显示栏,当有新报警产生时,报警栏中会显示出报警相关内容,如时间、原因等等;设备状态在画面上用不同的颜色区分(运行:绿色,停止:白色,故障:红色)。务求达到界面友好、简单易用,操作员可方便地了解生产情况和发现异常情况,进行水质生产过程操作管理。
4.2 数据通讯
通过配置I/O Server:OFS (OPC Factory Server),使上位机和现场控制站(PLC)进行通讯,以此监控生产过程。
例如对送水泵房站通讯的配置:先将从现场PLC中将变量表导出为Treated.scy拷到上位机,再运行OFS CONFIGURATION TOOL建立别名,具体如下:
Alias name : 别名名字(Traetedwater);
TCP IP
: 送水泵房站PLC的IP地址(192.168.0.30);
Group Min Update Rate
: 组的最小刷新速率(3000ms);
Server Mode
: OFS服务器的运行模式(选取Control);
SYMBOLS FILE TABLE FILE
: 变量名文件(点击“浏览”选取Treated.scy)。
完成I/O Server配置后,在上位机组态画面选取变量名文件提供的变量名(I/O或模拟量)进行链接就可以和现场控制站PLC进行数据通讯,通过HMI就能够掌握生产情况。
4.3 数据库组态
Vijeo Look2.6组态软件具有实时数据服务器(RTDS)和历史数据服务器(HDS)两个服务器,正确设置Vijeo Look2.6将数据存储到Access或SQL Server数据库中,如x.mdb(Access)或x.mdf(SQL Server)可方便进行数据管理。
4.4 系统安全
Vijeo Look2.6组态软件采用了帐号管理机制、分级保护策略,限制不同人员的访问权限,来实现系统安全。应用系统中每一个操作元素都可以被指定保护级别,当操作员登录到系统后,应用系统将自动禁止操作者的超级别操作。
在本系统中,设置了两个级别的访问权限:系统管理员和系统操作员。系统管理员可以修改系统参数、画面组态、实时监控、退出Vijeo Look2.6及对用户管理;系统操作员可修改参、实时监控和退出Vijeo Look2.6。 5 结束语
自改造以来,该系统操作简便、运行可靠、稳定性能好,对稳定生产控制、降低能耗、提高生产效率起着积极作用。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)