|
1 ����
���ŵ��Ӽ�������������Ƽ�����ͨ�ż����ķ�չ��PLC(�ɱ���������)�Ĺ���Ҳ������ǿ����ԭ���������ƹ�����չ��ģ�������ƣ����ٴ��������㴦����PID�ջ����ƣ��˶�/��λ���ƣ�����ͨ�ŵȹ��ܣ��Ѿ���Ϊ�ִ���ҵ�����豸������֧��֮һ��EC20ϵ��PLC(�ɱ�̿�����)�ǰ�Ĭ��(Emerson)��˾�����ڹ�ҵ�Զ�������ȫ���Ƴ�����һ���ɱ�̿��������������˹�ҵ�Զ������Ƶ����ˮƽ�������¼���������빤ҵ���Ƽ�����������ϡ�
��EMERSON EC20ϵ��PLC�����г�����������Խ�����ܣ���Ʒλ���Լ۱ȣ����Ƶķ�����ϵ�ܵ��û������Һ�������Ʒ�㷺Ӧ���ڵ��ӣ�ʳƷ������ҵ���յ������豸����¯��ҵ�������ֿ⣬�Ƽ�ũҵ����ͨ���䣬ʯ�ͻ�������ˮ������/������ҵ����֯��е�����»�е���ܻ���ӡȾ��װ�ȸ��������Ľ����˰�Ĭ����˾EC20 PLC���ϻ�������ϵͳ�е�Ӧ�ò����ؽ��ܸò�Ʒ��PID�ջ������ں��¿����ϵ�ʵ�ֺ�ǿ�������ͨ�Ź��ܶ�EMERSON EV2000��Ƶ�����п��Ƶ�ʵ�֡����ϻ�������ϵͳ�Ǽҵ磬���ӣ�������ҵ��Ʒ����������Ҫ�豸��Ҳ�Dz�Ʒ�����ϸ������Ҫ���ڡ���ϵͳ����EMERSON EC20 PLC�Ͷ�̨EV2000��Ƶ����ʵ�ֶ������¶Ⱥͱ�Ƶ�����еļ��п��ơ� 2 �ϻ�������ϵͳ����Ҫ��
�ϻ����ṹ��ͼ1��ʾ�� 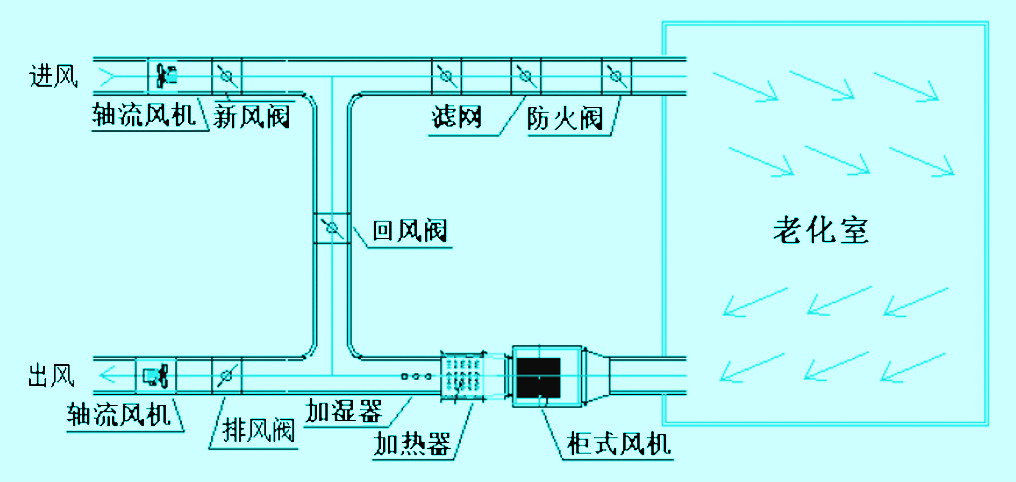
ͼ1 �ϻ����ṹͼ
����Ҫ������:
(1) ��ϵͳ�����Ƶ��ϻ��������16��30m2��Ҫ����Ʒ�Χ��20~55�棬���ƾ��ȴ��5�棬�ܹ�����λ�����¶��趨/��ʾ/����(��ʪ���Ʋ��õ������к�PLC��);
(2) ��ϵͳ��3����������ڽ��磬�ط���ŷ�;��4����բ:�·�բ���ط�բ���ŷ�բ������բ;2������������;6�����ֱ����㡣
�����������(��ʪ��)���رս��緧���ŷ緧��ֹͣ���������ŷ������ط緧�ͷ��������ط����������ϻ����ڻط�ѭ����
�ڸ�������£��ŷ緧�ͽ��緧�������ŷ����ͽ�������������ֿ�����
�ڻ��ֱ�������£����رգ��ط��ֹѭ����ȫ�������ڳ��;ͬʱ�ŷ緧�ͽ��緧�������ŷ����ͽ�������������ڿ�����
(3) ����Ҫ��ʡ�ԡ�
3 ����ϵͳ���������
3.1 PLCϵͳ�ṹ���
PLCϵͳ�ṹ��ͼ2��ʾ: 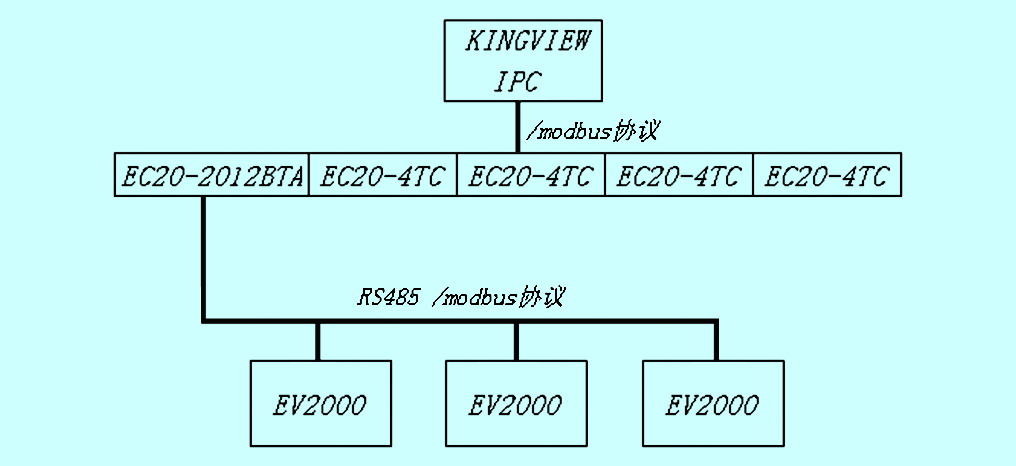
ͼ2 PLCϵͳ�ṹͼ
EC20PLC�豸��I/0������ͼ3��ʾ:

ͼ3 EC20PLC�豸��I/0����ͼ
�����ϻ�������Ҫ���������ͼ����ϵͳ:��λ������̨���л�IPC(���ؼ����);��ػ�������ǿع�˾��KINGVIEW������������������Ԫ������ḻ�������ȶ�;���Ŀ��Ʋ��ֲ��ð�Ĭ��EC20-2012BTA���͵�PLC��4���¶Ȳɼ�ģ��(EC20-4TC������K���¶��ź�);�������ð�Ĭ��EV2000ͨ���ͱ�Ƶ����
���豸���ӷ��棬EC20 PLC������������������ƣ�����EC20 PLC��������2������ͨ�ſ�(1��RS-232�ڣ���������Э��/���Э��/MODBUS��վЭ�飬1��RS-232/485�ڣ���������Э��/MODBUS��վ/��վЭ��)��EC20 PLC����COM0�ں�IPC����ͨ��(EC20 PLC����վ�����ó�MODBUS��վЭ��)������COM1�Ͷ�̨��Ƶ�����������м��п���(EC20 PLC��COM1���ó�MODBUS��վЭ��)��
IPCΪ����ϵͳ���˻��ӿڣ�IPC��ȡPLC�ɼ���ϵͳ����״̬����������ת״̬�������µ��¶ȣ�����״������ʾ�ڼ�ػ����ϣ�IPC�ְѸ��ֲ��������PLC�Կ���ϵͳ�����У����¶ȵ��趨��PID�����趨�����ַ��ŵĿ��գ���Ƶ����������ֹͣ���趨�����ҿ���ʵʱ�������ϵͳ�Ĺ�������״̬���������̼����ϱ����ȣ�IPC�����Ը����趨�Բɼ������ݽ��б����ӡ��
��ϵͳ����У�EC20 PLCΪ����ϵͳ�ĺ��ģ�ִ�и���ϵͳ���������㣬EC20 PLC���ݹ���Ҫ����ֳ�״���������жϣ����ո��ַ��ź���ͣ�����;ͬʱ����������PID���ܶ��¶Ƚ��п��ƣ����巽������������
��Ĭ��EV2000ϵ�б�Ƶ���Դ�RS-485�ӿڵ�ͨѶ��Ԫ������RS-485ͨѶ�淶������ʵ��PLC���̨��Ƶ��������������MODBUSͨѶЭ�飬���ǿ���ͨ��RSz-485��������ʵ�ֶԱ�Ƶ�������п��ơ�����RS-485ͨѶ��·�������Զ����������������ǿ���ɿ��Ըߣ����������У�����ʡ���˱�Ƶ�����ⲿ��ͣ������·���Ա�Ƶ�������п��ƶ�ͨ��RS-485ͨѶ��·����ɣ��ﵽ�˾��ø�Ч��Ŀ�ġ�
3.2 ��ػ������
����ϵͳ��ػ�����Ҫ��Ϊ�����棬ʵʱ�¶ȼ�أ�PID�����趨����������(��������ʡ��)����������:
��������ͼ4��ʾ����Ҫ��ɶ�ϵͳ״̬�ļ��(����ַ緧�Ŀ���״̬�����������״̬������״̬)������ͳ��(��ϵͳ���е�ʱ�䣬��ͣϵͳ�Ĵ���)���¶��趨/�����ȹ��ܡ� 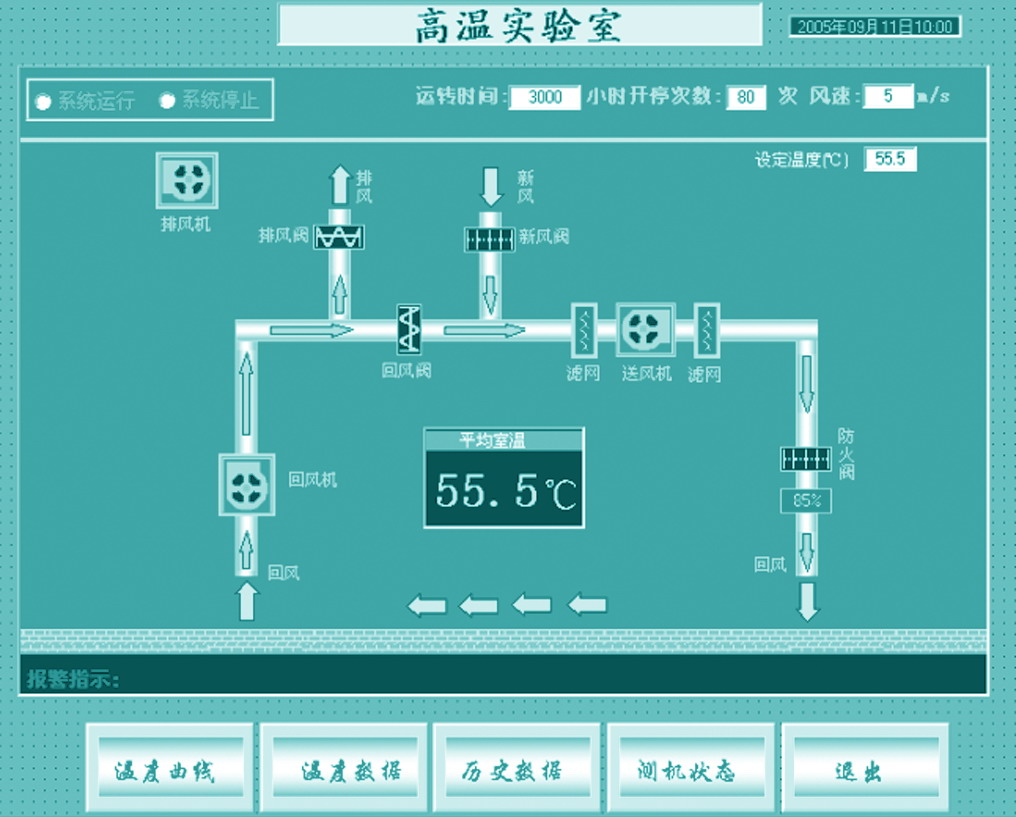
ͼ4 ϵͳ���������
ʵʱ�¶ȼ�ػ�����ͼ5��ʾ���˻�����Ҫ���ڶ��¶ȵ�ʵʱ��أ��������¶��������ƣ��Ա��ж�ϵͳ���¶ȿ����Ƿ�������״̬��ͬʱ����ʵ�ֶ��¶Ƚ��б���/��ӡ�Ȳ�����
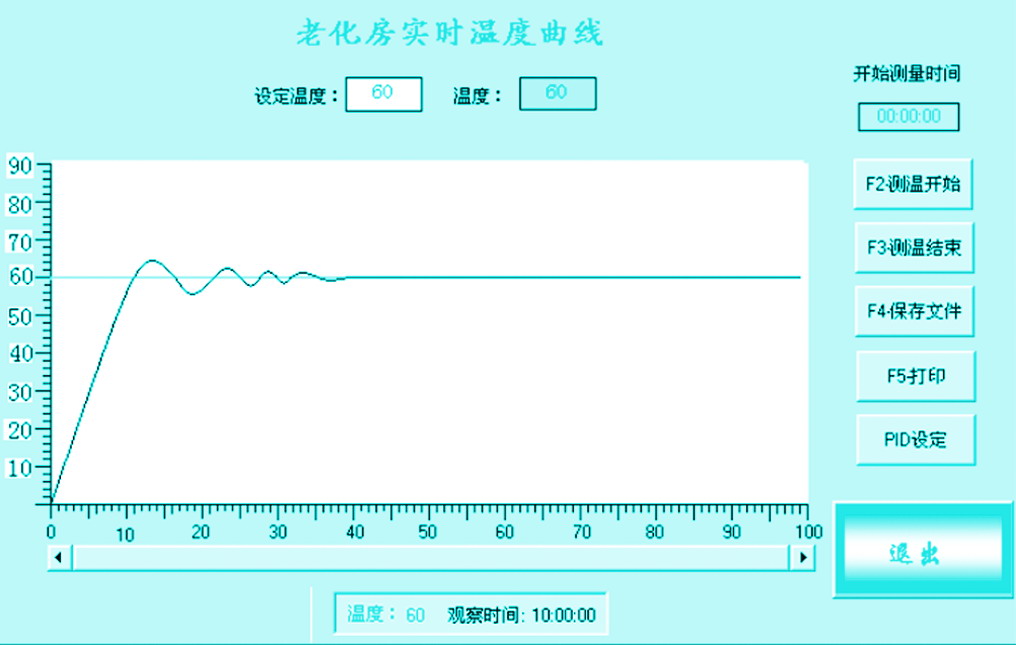
ͼ5 ʵʱ�¶ȼ�ػ���
PID�����趨������Ҫ���ڱ�������P�����ֳ���I���ֳ���D���趨��ͬʱ����ʵʱ�¶�����״�����е���;ͬʱ��ʾPID���Ƶ������������ͼ6��
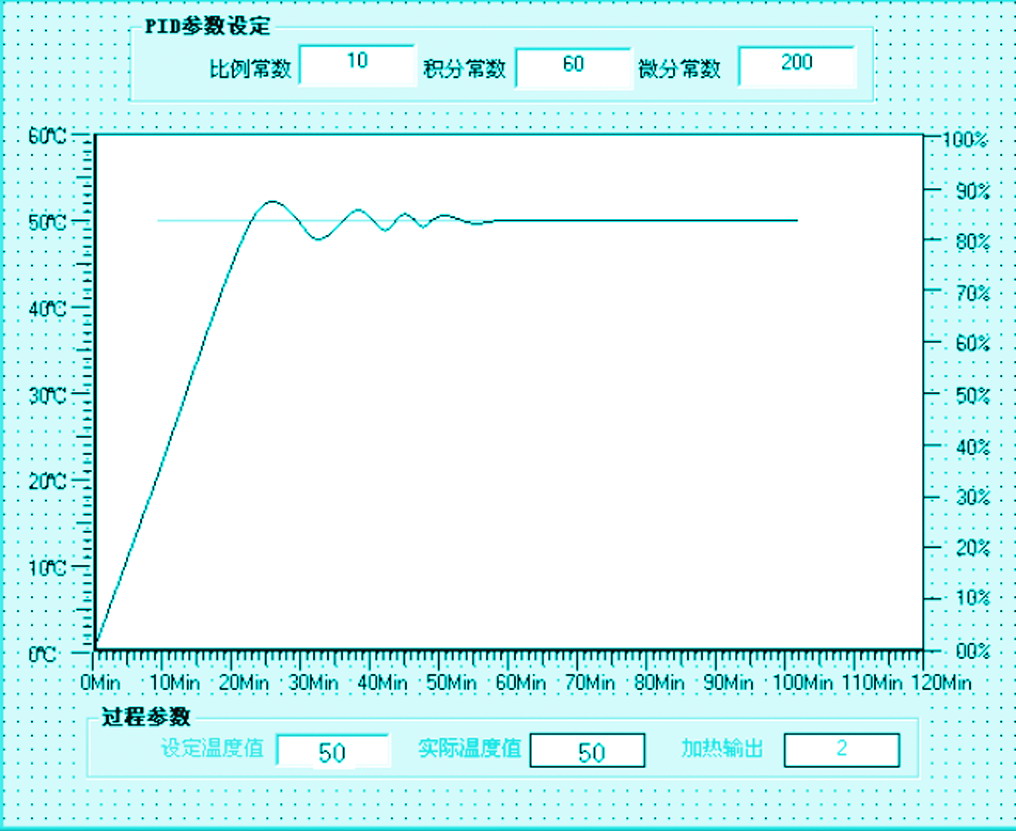
ͼ6 PID�����趨����
3.3 ���¶ȿ��Ʋ�����PLCʵ��
��1���¶ȿ��Ʋ���
Ϊ���ڶ������ϻ������¶ȵĿ��ƣ�ͬʱ�������EC20 PLC����PID���ܺ�PWM�������(Y0��Y1)�����ƣ������¶������Ϊ2������(�ϲ���²��8�����¶ȵ�)�����¶�ȡƽ��ֵ��Ϊ�¶ȵIJ���ֵ�����Ѵ�ƽ��ֵ����PID���ܿ�������㣬ͬʱ�Լ���ִ��Ԫ��(�ο�EC20 PLC��I/O����ͼ����̬�̵���SSR1��SSR2��SSR3�����Ƶķ��ȹܵĹ����Ӵ�)Ҳ�����˷��鴦��:�¶�ƫ���С������£�����PID���㣬ͨ��Y0��������SSR1��ͬʱ�ر�SSR2��SSR3(��Y1��Y2ֹͣ���);����¶�ƫ��ϴ���Y1��Y2Ҳ�μ���������崦��˼·����:
��1 �¶ȿ��Ʋ��� 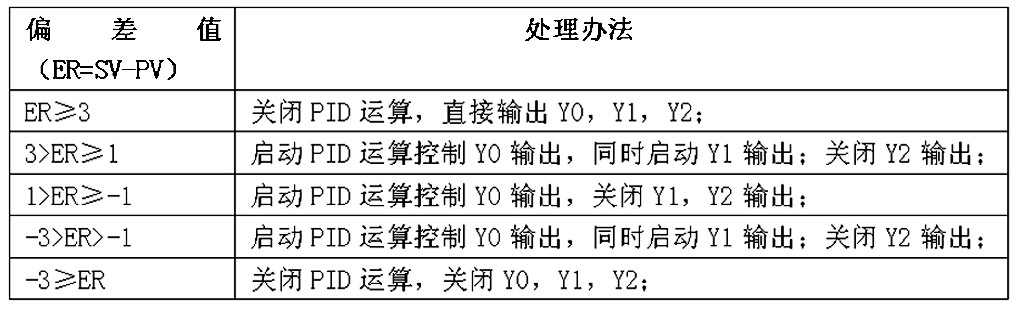
ͨ���˷����������¶ȿ��ƾ��ȱ����ڡ�0.3�����ڣ��������������¶Ȼ����½��¶ȶ��ܿ���;ͬʱ��PID���ת��ΪPWM��ռ�ձ�������ִ���ʡ��PLC����Դ(�������Y0��Y1�ĸߴ�100KHz�������������)��
EC20 PLC�ı������CONTROLSTAR�IJ������㣬ָ��ḻ������ǿ����һ���������ȫ���ı༭���ߡ�
(2) PLCʵ��
ʵ�ֲ����������:���ȣ������ݿ��趨PID�����������е��ص�������P��I��D�����������������������Χ������PID��������ֱ�Ӻ�PWM�����һ����������ʱҪ�ر�ע�⣬�ڱ������У�����PWM������Ϊ4s(=4000MS)���㣬��PID����������ֱ��趨Ϊ4000��0;���ⰴ���涯��(BIT0=1)�������(BIT5=1)��Ҫ���D7911��λ���и�ֵ;
D7910 500
//����ʱ��S3 ����ʱ��(Ts)��ΧΪ1��32767(ms)�����������ڶ̵�ʱ����ֵ��ִ��;
D7911 16#23
//�������� > �涯�����������
������������������������������������..
//BIT0 0:������ 1:�涯��;
������������������������������������..
//BIT1 0:����仯��������Ч 1:����仯��������Ч;
������������������������������������..
//BIT2 0:����仯��������Ч 1:����仯��������Ч;
������������������������������������..
//BIT3-4 ûʹ��;
������������������������������������..
//BIT5 0:���ֵ�������趨��Ч1:���ֵ�������趨��Ч;
������������������������������������..
//BIT6��BIT15 ûʹ��
D7912 70
//S3+2 �����˲�����(��)��Χ0��99[��]��Ϊ0ʱû�������˲�;
D7913 100
//S3+3 ��������(Kp)��Χ1��32767[��];
D7914 25
//S3+4 ����ʱ��(TI)��Χ0��32767(��100ms)��Ϊ0ʱ��Ϊ����(����);
D7915 0
//S3+5 ������(KD)��Χ0��100[��]��Ϊ0ʱ��������;
D7916 63
//S3+6 ��ʱ��(TD)��Χ0��32767(��10ms)��Ϊ0ʱ���ִ���;
D7925 2000
//S3+15 ����仯��(����)�����趨ֵ0��32767(S3+1��BIT1=1ʱ);
D7926 0
//S3+16 ����仯��(����)�����趨ֵ0��32767(S3+1��BIT1=1ʱ);
D7927 4000
//S3+17 ����仯��(����)�����趨ֵ0��32767(S3+1��BIT2=1��BIT5=0ʱ);��������趨ֵ-32768��32767(S3+1��BIT2=0��BIT5=1ʱ);
D7928 0
//S3+18 ����仯��(����)�����趨ֵ0��32767(S3+1��BIT2=1��BIT5=0ʱ);��������趨ֵ-32768��32767(S3+1��BIT2=0��BIT5=1ʱ);
���,�ڳ��������PIDָ���PWMָ�����ڿ���Y0�����(��SV��PV�ıȽ϶����е�����������ϼ��ʴ˴�ʡ��)���μ�ͼ7�� 4 PLC���Ƶ����MODBUSͨѶ
����EMESON EC20 PLC��EV2000��Ƶ��(�DZ�)������MODBUSЭ�飬����ʵ�����ǵ�ͨ����ԱȽϼ������������RS-485ͨ�ŷ�ʽ��
4.1 ���豸�ӿ�ͨ�Ų�������
��EC20 PLC������ͼ7��ʾ: 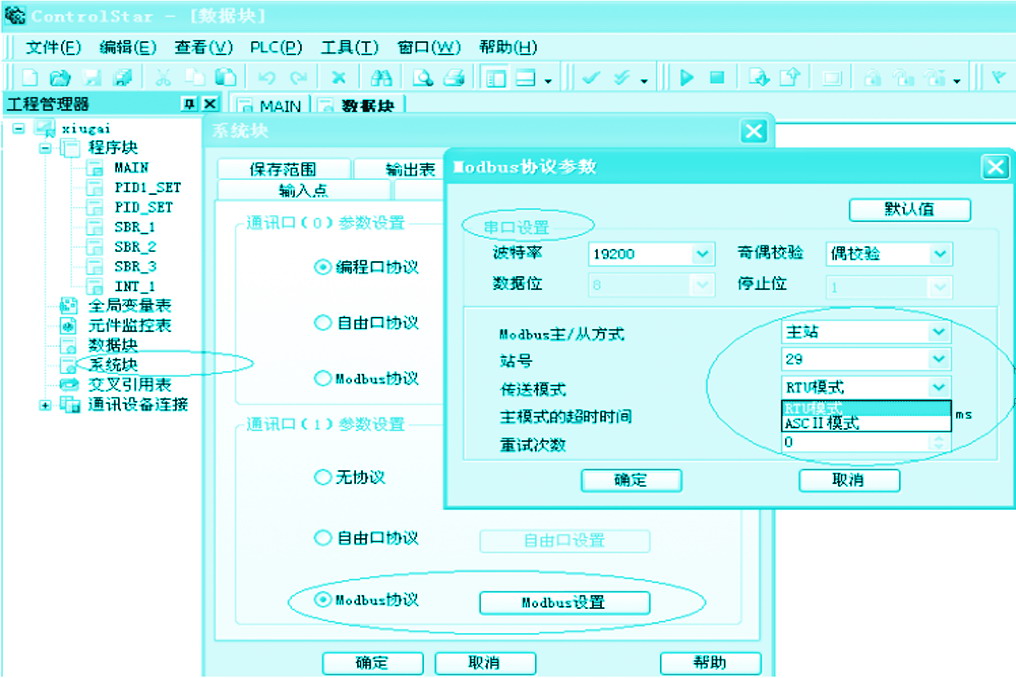
ͼ7 ���豸�ӿ�ͨ�Ų�������ͼ
(1) EV2000������Ҫ��
���ͨ�Ų���Ҫ��EC20 PLCһ��;
�����Ƶ���ĵ�ַҪ���Լ�Ψһ�Ĵӻ���ַ;
��ע���Ƶ����ͨ�����߿���CN14����RS-485����;
���Ƶ������ʱӦ����Ϊ(FF.03)30-50ms���μ���2��
��2 EV200��Ƶ�����豸Ҫ�� 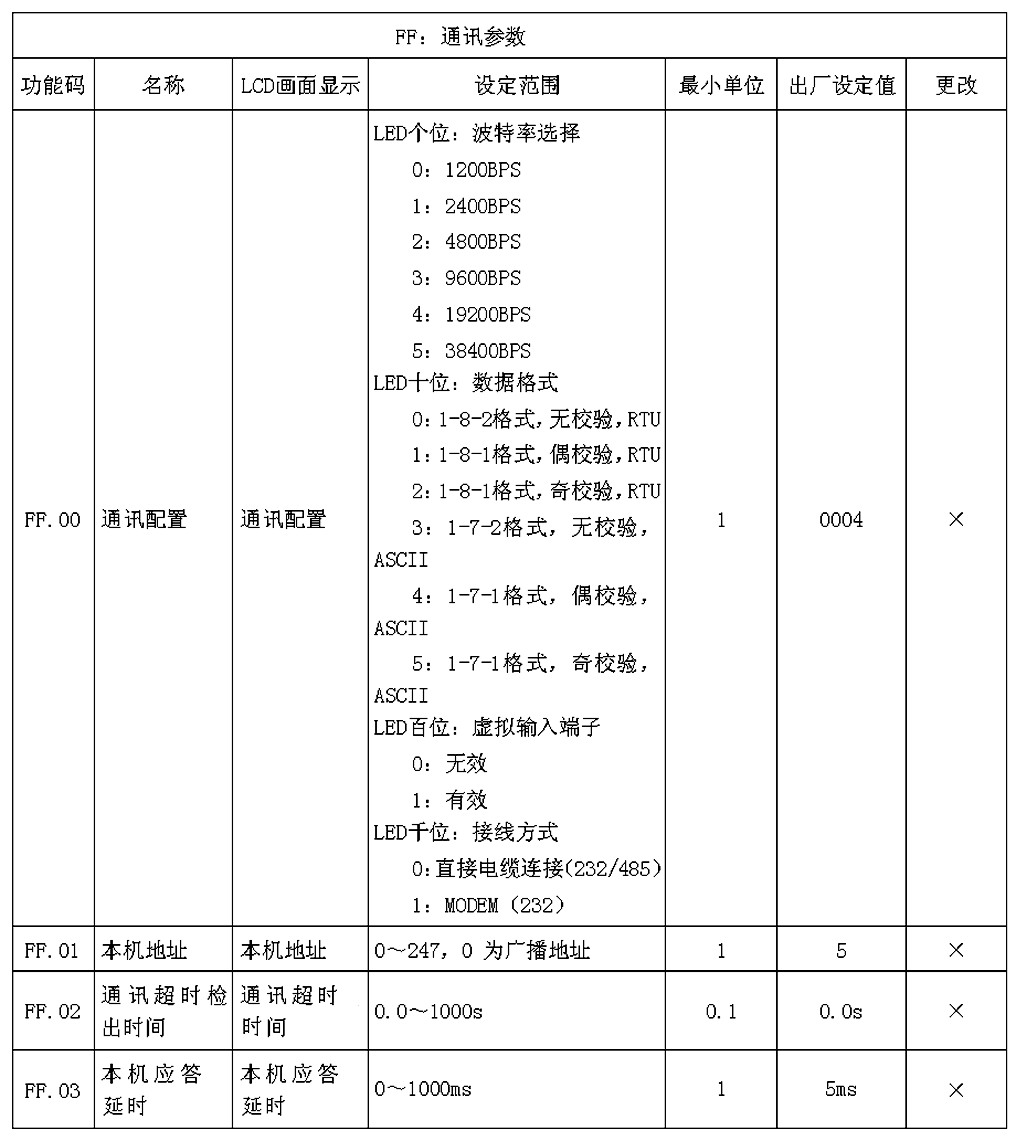
(2) EC20PLC�ͱ�Ƶ��������
(3) Modbus���뷽ʽ
ͼ8ʾ����EC20 PLC�ͱ�Ƶ��֮�����MODBUS RTU��ʽͨ�ţ�Modbus���á�Big Endian�����뷽ʽ���ȷ���λ�ֽڣ�Ȼ���ǵ�λ�ֽڡ�RTU��ʽ��ʽ��ͼ9��ʾ�� 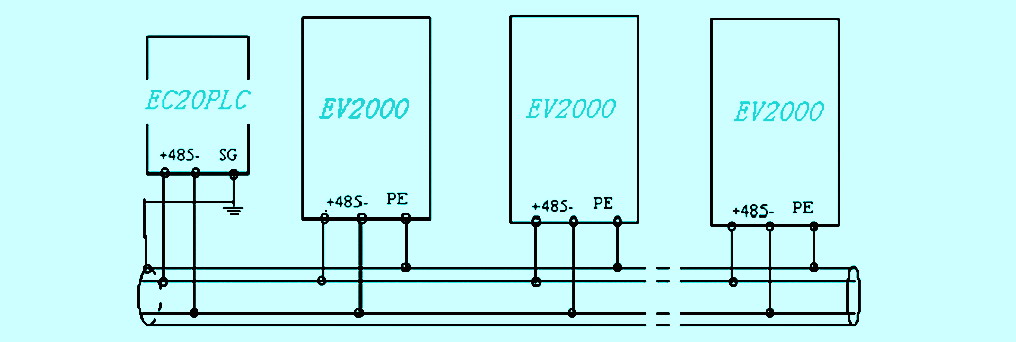
ͼ8 EC20PLC�ͱ�Ƶ��������ͼ 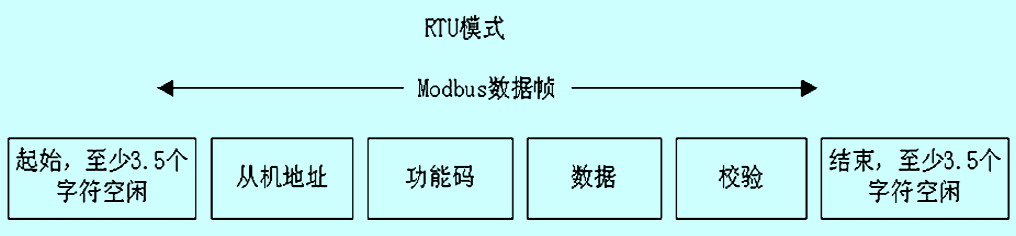
ͼ9 RTU��ʽ��ʽͼ
RTU��ʽ:��RTU��ʽ�£�֮֡��Ŀ���ʱ��ȡ�������趨��Modbus�ڲ�Լ��ֵ�еĽϴ�ֵ��Modbus�ڲ�Լ������С֡���������:֡ͷ��֡βͨ�����߿���ʱ�䲻С��3.5���ֽ�ʱ�����綨֡������У�����CRC-16��������Ϣ����У�飬У��͵ĸߵ��ֽ���Ҫ�������͡������CRCУ����ο�Э������ʾ����ֵ��ע����ǣ�֡�䱣������3.5���ַ������߿��м��ɣ�֮֡������߿��в���Ҫ�ۼ���ʼ�ͽ������С�
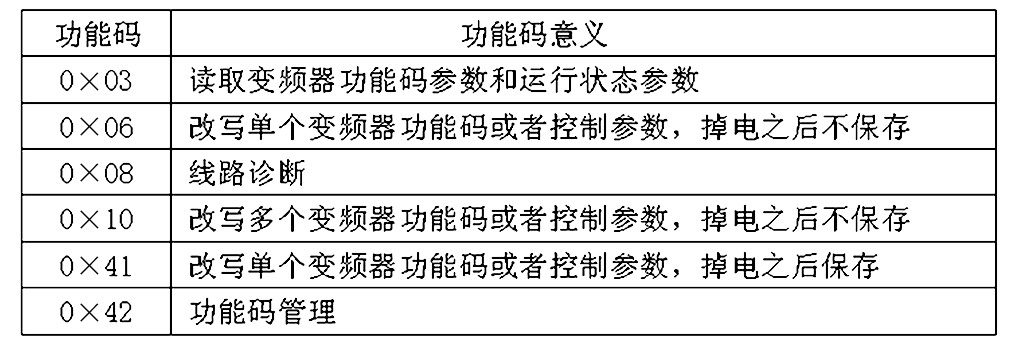
Modbus����Ҫ�Ĺ����Ƕ�д��������ͬ�Ĺ����������ͬ�IJ�������Ƶ��ModbusЭ��֧�ֱ�3���������:
��3 ��Ƶ��ModbusЭ��֧�ֵĹ��������
ModbusЭ�鲻ͬ�Ĺ������в�ͬ���ݵĸ�ʽ�����壬��Ҫ��������:
��д�����Ƶ���������״̬�����ĸ�ʽЭ�����4~��7��ʾ:
��4 ��д�����Ƶ���������״̬�����������ʽ 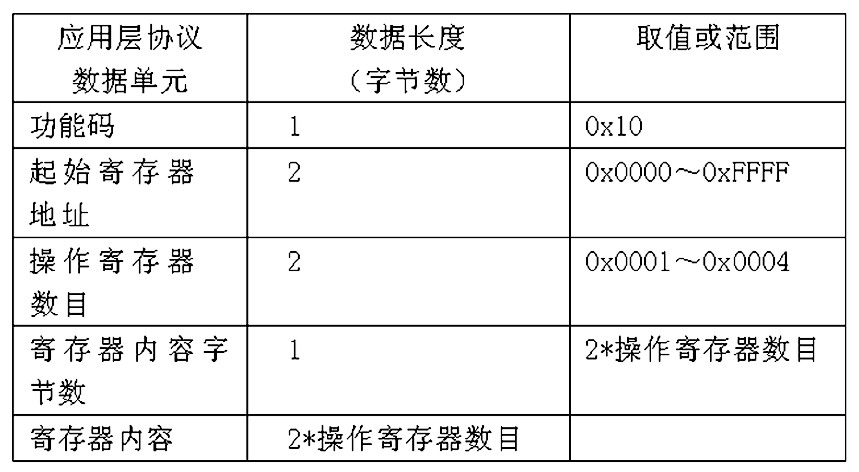
��5 ��д�����Ƶ���������״̬������Ӧ���ʽ 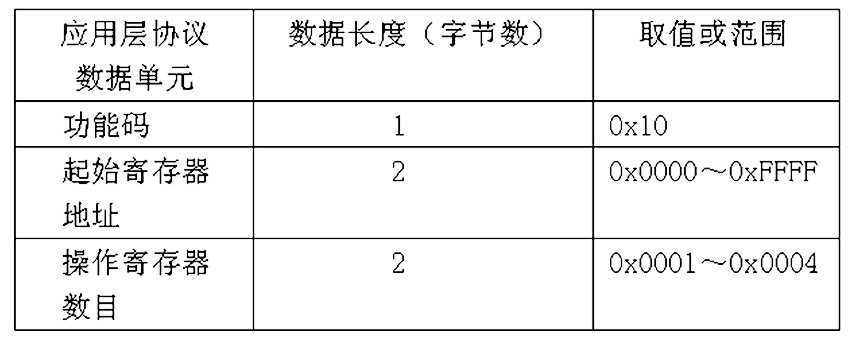
��6 ��ȡ��Ƶ�������������ʽ 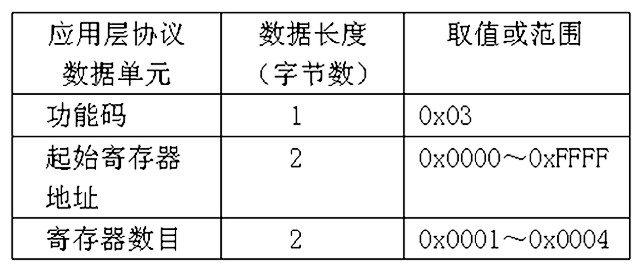
��7 ��ȡ��Ƶ��������Ӧ���ʽ 
(4) ��Ƶ���Ĺ�������������Ʋ�����״̬������ӳ��ΪModbus�Ķ�д�Ĵ���������������Ķ�д���Ժͷ�Χ��ѭ��Ƶ���û��ֲ��˵������Ƶ������������ӳ��Ϊ�Ĵ�����ַ�ĸ��ֽڣ���������ӳ��Ϊ�Ĵ�����ַ�ĵ��ֽڡ���Ƶ���Ŀ��Ʋ�����״̬����������Ϊ��Ƶ���������顣�������������ӳ��ļĴ�����ַ���ֽڵĶ�Ӧ��ϵ����:
F0��:0��00;
F1��:0��01;
F2��:0��02;
F3��:0��03;
F4��:0��04;
F5��:0��05;
F6��:0��06;
F7��:0��07;
F8��:0��08;
F9��:0��09;
FA��:0��0A;
Fb��:0��0B;
FC��:0��0C;
Fd��:0��0D;
FE��:0��0E;
FF��:0��0F;
FH��:0��10;
FL��:0��11;
Fn��:0��12;
FP��:0��13;
FU��:0��14;
��Ƶ�����Ʋ�����:0��32;
��Ƶ��״̬������:0��33��
�����Ƶ�����������F3.02�ļĴ�����ַΪ0��302����Ƶ�����������FF.01�ļĴ�����ַΪ0��F01��
(5) ��������д:����5#��Ƶ����ת��ת���趨Ϊ50.00Hz(�ڲ���ʾΪ5000)���������8����9����10��ʾ��
��8 ��Ƶ���������� 
�����嵥:��ͼ10��ʾ�� 
ͼ10 ��Ƶ�����������嵥
��ȡ5#��Ƶ��������Ƶ�ʣ���Ƶ��Ӧ������Ƶ��Ϊ50.00Hz:���9��ʾ��
��9 ��ȡ5#��Ƶ��������Ƶ�ʣ���Ƶ��Ӧ������Ƶ��Ϊ50Hz 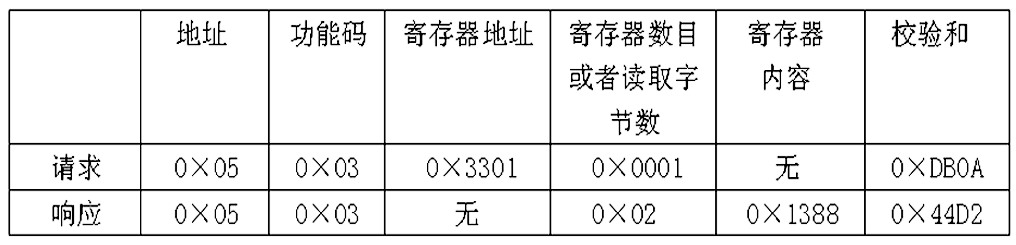
�����嵥:��ͼ11��ʾ�� 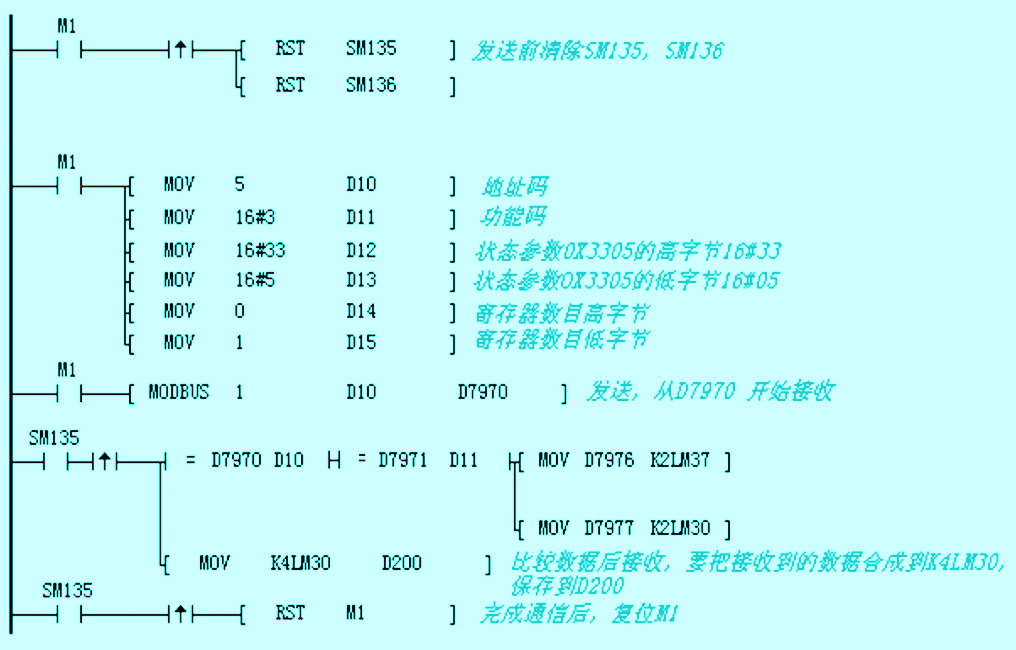
ͼ11 ����Ƶ�������嵥
5#��Ƶ��������ٶ�ͣ�������10��ʾ��
��10 5#��Ƶ��������ٶ�ͣ�� 
�����嵥:(ʡ��)
��������������ʡ�ԡ�
5 ������
�ԴӸ���EMERSON��PLC��Ϊϵͳ�ĺ����豸��ϵͳ�����ﵽ���õĿ���Ч���ͺܺõľ���Ч�棬ͬʱ�Ƚ�����ά�����ܵ��û��ĺ�����
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���