|
1 引言
PLC和变频调速技术以其独特优良的控制性被广泛应用在机械、冶金、制造、化工、纺织等领域,但在乙炔压缩机上应用国内还是首次。乙炔压缩机是以电石为原料生产溶解乙炔的主要生产设备,主要用于乙炔气灌瓶,气灌瓶对金属切割工艺提供高效便利的动力。乙炔气灌装时,所处压力会逐渐升高,当灌装达到后期,由于压力升高,乙炔气会因高温而分解并放出大量的热,易导致爆炸。为使乙炔气在丙酮溶剂内充分溶解,保持乙炔气的稳定,不能超过一定的速度,因此当乙炔瓶的数量变化时,就涉及一个气量调节的问题,以往曾采用改变电机的极数来调节,近年来PLC和变频控制迅猛发展,可编程控制器和变频器质量稳定,调节直观方便,为乙炔压缩机的安全可靠性提供了更加可靠的工业控制设备。江西气体压缩机有限公司为满足用户不同工况下的应用需求,率先开发了在乙炔压缩机上应用PLC(西门子公司的LOGO!可编程控制器)和变频调速(艾墨森生产的变频器)技术,对温度、速度、流量、压力等工艺变量进行控制,取得了良好的性能效果和经济效益,该项目为2005年度江西省科技成果和科技部科技型中小企业技术创新基金立项。 2 控制系统构成
江西气体压缩机有限公司生产的变频乙炔压缩机[如2Z-1.5/25型变频乙炔压缩机,拖动电机采用了YB225M-8隔爆型(dIICT4)三相异步电动机,变频器为EV2000-4T0300G[1]],控制系统有可编程控制及变频控制电路,由频率给定电路、空气开关、交流接触器组、频率选择开关、压力信号输入电路、隔离式安全栅、故障报警电路、电源电路、油泵电机驱动电路和压缩机主电机驱动电路等组成,频率给定电路又由可编程控制器和变频器构成。有关电仪原理如图1所示: 
图1 电仪原理框图
3 控制原理及功能实现
3.1 变频控制电路
变频控制电路由频率给定电路和变频器启动停止电路组成。
(1) 频率给定电路由可编程控制器LOGO、频率选择开关SA2、中间继电器KA7~12、及指示灯HL8~13组成(见图2)。用户可根据实际用气量来选择不同的排气量,比如将频率选择开关SA2旋至“50%排气量”时,中间继电器KA7得电动作,相应的指示灯HL8被点亮,同时中间继电器KA7的常开辅助触点闭合,输出至可编程控制器LOGO的输入端I1(见图3),可编程控制器LOGO内部已编好程序,通过可编程控制器LOGO的输出端Q1、Q2、Q3输出开关量至变频器的多段速输入端,再对变频器进行频率设定为25Hz,使之对应于“50%排气量”时的转速。同样,不同档位的频率选择,输出至可编程控制器LOGO的I1~I6输入端,就会输出不同的Q1~Q3状态,对变频器多段频率进行设定(50%、60%、70%、80%、90%、100%),使之对应于不同排气量时的频率,乙炔压缩机达到不同转速运行的需求。
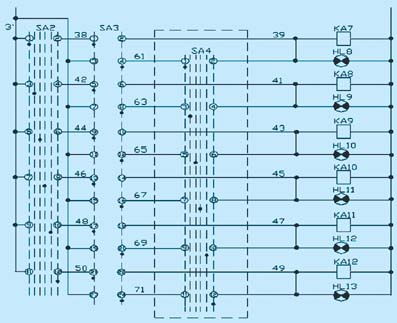
图2 速度给定与指示梯形图[2] 
图3 LOGO可编程控制器示意图
(2) 变频器启动停止电路参见图4,由启动按钮SB2、停止按钮SB1、中间继电器KA13的常开辅助触点11、11a端子及交流接触器KM1线圈组成,控制变频器的上电,只有当乙炔压缩机润滑油压力建立后,即中间继电器KA13的辅助触点11、11a端子闭合后,交流接触器KM1才会动作。 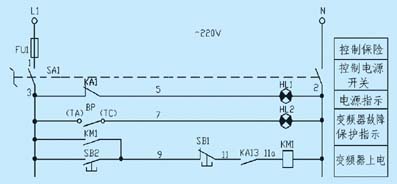
图4 变频器启动停止电路示意图
3.2 压力信号输入电路
压力信号输入电路由润滑油压力、进气压力和排气压力信号输入电路组成(见图5)。
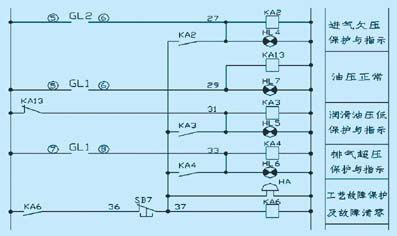
图5 压力信号输入电路与工艺保护电路梯形图速度给定与指示梯形图[2]
(1) 润滑油压力信号输入电路(见图6),由压力控制器SP2(控制油压)输出一开关量,由A1、A2接线端子接入隔离式安全栅GL1的输入端9、10脚,由隔离式安全栅GL1的输出端5、6脚输出给工艺故障报警电路的3、29端,当润滑油压力低于整定值时,由故障报警电路输出停机命令给工艺故障综合中间继电器KA6(见图5)使中间继电器KA1(见图4)断开,变频器的FWD和COM输入端无运转信号输入(见图9),使变频器停止工作,乙炔压缩机停止运行。
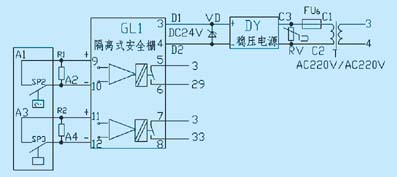
图6 排气压力信号输入隔离式安全栅GL1电路
(2) 排气压力信号输入电路(见图6),由电接点氨压表SP3(控制排气压力)输出一开关量,由A3、A4接线端子接入隔离式安全栅GL1的输入端11、12脚,由隔离式安全栅GL1的输出端7、8脚输出给工艺故障报警电路的3、33端,当排气压力高于整定值时,由工艺故障报警电路输出停机命令给工艺故障综合中间继电器KA6(见图5)使中间继电器KA1(见图4)断开,变频器的FWD和COM输入端无运转信号输入(见图9),使变频器停止工作,乙炔压缩机停止运行。
(3) 进气压力信号输入电路(见图7),由电接点氨压表SP1(控制进气压力)输出一开关量,由A5、A6接线端子接入隔离式安全栅GL2的输入端9、10脚,由隔离式安全栅GL2的输出端5、6脚输出给工艺故障报警电路的3、27端,当进气压力低于整定值时,由工艺故障报警电路输出停机命令给工艺故障综合中间继电器KA6(见图5)使中间继电器KA1(见图4)断开,变频器的FWD和COM输入端无运转信号输入(见图9),使变频器停止工作,乙炔压缩机停止运行。

图7 隔离式安全栅接线示意图
3.3 电源电路
电源电路(见图6)由隔离变压器、压敏电阻RV、熔断器FU、开关式稳压电源DY和稳压二极管VD组成,电源电路输出+24V电压,供给压力信号输入电路中的安全式隔离栅GL1和GL2,作为安全式隔离栅GL1和GL2的工作电源。
3.4 油泵电机驱动电路
油泵电机驱动电路(见图8),由启动按钮SB3、停止按钮SB4、热继电器FR的常闭辅助触点2、4端子及交流接触器KM2线圈组成,控制油泵电机的启停。当油泵电机过载时,热继电器FR动作,油泵电机M2停止运转(见图9)。 
图8 油泵电机与压缩机主电机驱动电路梯形图[2] 
图9 油泵电机与压缩机主电机驱动电路示意图
3.5 压缩机主电机驱动电路
压缩机主电机驱动(见图8),电路由启动按钮SB5、停止按钮SB6、交流接触器KM2的常开辅助触点21、23端子、工艺故障综合中间继电器KA6的常闭辅助触点23、25端子、热继电器FR的常闭辅助触点2、4端子及中间继电器KA1线圈组成,控制压缩机主电机M1的启停(见图9)。只有当油泵电机M2启动且油压建立后,压缩机主电机M1才允许启动,运行中若出现工艺故障或油泵电机M2过载,均能使压缩机主电机M1停止运行。
4 结束语
变频乙炔压缩机可以根据所需用,通过手动或者编程控制实现排气量的连续变化或分级输出,组合出多种方式(主要有50%、60%、70%、80%、90%、100%六档),根据实验测得频率给定值与排气量近乎成正比关系。从而实现了一台代替多台压缩机的作用,满足不同工况下的应用需求,节约成本,提高了效益。同时还具有很好的性价比、操作方便、转速稳定性好、调速范围广等优点,因此变频调速方式拥有广阔的发展前景。
PLC和变频调速在乙炔压缩机上的应用,解决了乙炔气灌装时存在的安全隐患,编程控制会自动检测乙炔气的压力和温度,当达到设定指标时,机器自动降低灌气量,施行安全灌气,一旦乙炔气温度超限,机器会自动报警停机,使充气的安全性大大提高。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)