|
1 引言
可编程控制器(PLC),是集自动控制技术、计算机技术、和通讯技术为一体的高科技产品。具有可靠性高,功能齐全,使用灵活方便等优点。
本文介绍的是应用可编程控制器(永宏PLC)、人机界面(日本Digital触摸屏)、伺服系统(松下伺服)来实现磨床的自动化改造。
传统的普通磨床在一定的使用年限以后,其定位系统会受到很大程度的损坏,将会影响加工的精度,基于此问题,对其进行改造时其定位控制装置的选择就显得尤为重要,永宏PLC的NC定位功能较其它PLC更精准(本例精度可达0.01mm),且程序的设计和调试相当方便。因此,我公司选用永宏PLC作为磨床自动化改造的定位控制部分。
2 控制系统简介
系统的结构框图如图1所示,整个系统由三部分组成:(1)操作部分(人机界面):用于操作、设置磨削参数、显示磨床运行状况、故障报警;(2)控制部分(永宏PLC):主要控制磨床的定位;(3)执行部分(伺服电机及伺服驱动器)。
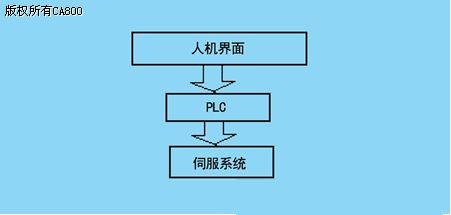 图1 系统的结构框图 3 系统示意图
具体功能及动作要求如下:
(1) 初始(开机瞬时):当伺服放大器主电源接通2ms后,伺服放大器回馈一信号至PLC(X4)[S-RDY 伺服准备>,此时如果没有:伺服ALM(X5)、上超程LS1(X10)或下超程LS2(X11),则PLC延时1s输出一信号[SRV-ON(Y4)>给伺服放大器。也就是说只有当没有:伺服报警ALM(X5)、上超程LS1(X10)或下超程LS2(X11)时,伺服系统才可做下面的动作。
(2) 点进与点退:点进、点退的速度(120.000mm/min~180.mm/min),行程(0.001mm~500.000mm)均由人机界面设定;当在LS3~LS1行程内时,如图2所示.。点进、点退只能以0.120mm/min的速度运动,当点退至LS3时,点退以0.100mm/min的速度运动,利用Z相脉冲作高速计数,计数到,点退停;当按点进时,正向向下慢行,利用A相脉冲高速计数,计数到,点进停;此时可用人机界面上的清除键清除偏差计数器,并将此时位置设为原点。
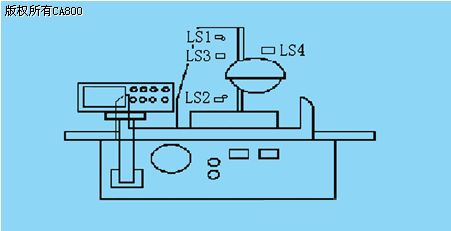 图2 系统示意图 (3) 回原点(SB4旋至手动[MAN>时有效):回原点速度在人机界面上设定,当回原点到LS3时,磨头主轴继续作慢速反向向上运动,计Z相脉冲,计数到,处理中断子程序:正向向下慢行,同时计A相脉冲,计数到,停止脉冲输出;同时发出清零信号,伺服之CL有效。
(4) 自动(SB4打到自动时有效):按人机界面上的启动键,磨头主轴以设定的快进速度、快进行程正向向下运动。当完成快进行程后,转为慢进,此时LS4每发1个脉冲,磨头以设定的慢进速度、慢进行程向下进给一次;此时若按人机界面上的暂停键,可停止输出脉冲,再按暂停键,恢复输出脉冲。当完成工作行程时,停止输出脉冲。按人机界面上的返回键(或自动返回设定为ON时),此时磨头以快速回原点,过程与手动回原点类似。
(5) 报警:人机界面上的报警信号灯闪烁,历史报警表将会记下每次报警的时间,同时蜂鸣器嘟…嘟…作响,且伺服自动停;只有故障消除后,方可消除报警信号,再按报警识别键,即可在历史报警表中将该报警记录删除。
4 定位功能说明
三段速度图如图3所示,伺服命令如图4所示,伺服命令表格如图5所示。
图5中的第1步:脉冲频率=10kHz,正转20000个单位,动作完成GOTO NEXT。
第2步:脉冲频率=50kHz,正转60000个单位, 动作完成GOTO NEXT。
第3步:脉冲频率=3kHz,正转5000个单位, 等待X0 ON,重新由第1步开始。
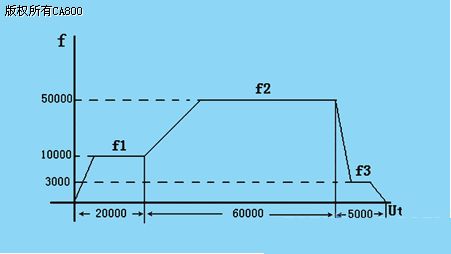 图3 三段速度图 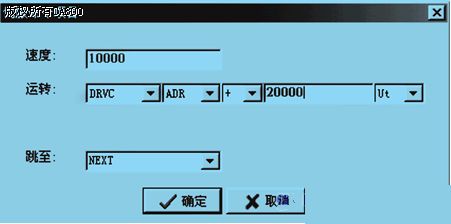
图4 伺服命令 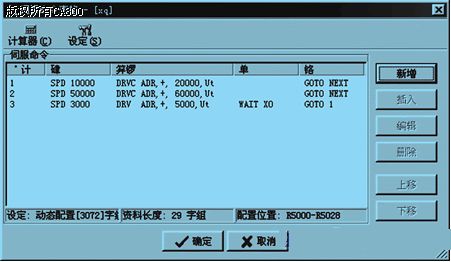
图5 生成的表格 5 结束语
PLC系统的NC定位功能在本例中占有重要的地位,只有选择合适的PLC才能使定位达到预期的效果。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)