|
摘要: 介绍了昆腾系列PLC 在津西钢铁7#、8#高炉TRT中的应用,包括系统的硬件组成、实现功能和实际运行的效果。并提供一些经验供类似的高炉TRT工程借鉴。 Application of Quantum PLC to TRT of No.7and No.8 BF of HEBEIJINXISTELL。 Abstract: The application of QUANTUM PLC to TRT of No.7 and No.8 BF of HEBEIJINXISTELL is introduced, which includes the configuration、function and the real result of the control system. And some useful experiences of the project that may be valuable for the similar projects are provided. 关键词:工艺流程 系统配置 实现 一、 概述 高炉煤气余压发电的原理是利用透平膨胀机将原来损耗在减压阀组上高炉煤气的压力能和一部分潜热能转换为机械能,再通过发电机将机械能变为电能输送给电网。高炉煤气余压发电不仅回收了高炉煤气一部分能量,又可净化煤气,降低噪音,同时改善了高炉顶压的调节品质,更利于高炉的生产。高炉煤气余压透平发电(TRT)是冶金行业中公认的节能手段,回收的能量约占高炉风机所需能量的30%-50%。 河北津西钢铁股份有限公司 TRT项目是国内首次一台TRT装置同时在两座高炉上的应用,经过多家单位的通力合作,2005年4月底开车成功、并网发电。该项目的成功实施对多座高炉上应用TRT有极大的促进作用。 7#、8#高炉的主要技术参数见表1,7#、8#高炉采用干法除尘,煤气压力和温度相对较高,这些都是应用TRT的有利条件。 表1 河北津西钢铁股份有限公司7#、8#高炉主要技术参数: 项目 单位 参数值 备注 炉容 M3 450 年产炼钢生铁 ×106t 50 利用系数 t/m3d 3.5 综合焦比 Kg/tFe 510 综合冶炼强度 t/m3d 1.674 热风温度 ℃ 1100 炉顶压力 KPa 80-180 富氧率 % 3 平均煤气发生量 ×104m3/h 11 最大14 出重力除尘器温度 ℃ 120-160 鼓风机流量 M3/min 1700 年平均 鼓风机进气温度 ℃ 25 年平均 鼓风机进气压力 Bar(A) 0.9956 鼓风机出口压力 Bar(A) 3.5 鼓风机轴功率 kW 4500 年平均 二、工艺流程及系统配置 2.1工艺流程 河北津西钢铁股份有限公司7#、8#高炉TRT工艺流程如图1所示。高炉煤气经过除尘装置后,经入口电动碟阀、入口插板阀、快速切断阀后,进入透平机,然后经出口插板阀、出口电动碟阀到煤气管网,在入口插板阀之前,透平出口之后并联着旁通快开阀组,旁通阀组在正常停机和紧急停机时,进行高炉顶压控制。 图1 河北津西钢铁股份有限公司7#、8#高炉TRT工艺流程示意图 
2.2系统配置 为保证TRT机组长期安全、稳定地运行,河北津西钢铁股份有限公司7#、8#高炉TRT控制系统采用昆腾系列 PLC系统。昆腾系列 PLC系统,充分应用了最新信号处理技术、高速网络通信技术、可靠的软件平台和软件设计技术以及现场总线技术,采用了高性能的微处理器和成熟的先进控制算法,具有高速可靠的数据输入、输出、运算、过程控制功能和联锁逻辑控制功能,能适应更广泛更复杂的应用要求,是一个全数字化、结构灵活、功能完善的新型开放式过程控制系统。 项目由一个工程师站、两个操作员站组成,系统结构拓扑见图2。其中控制处理器采用双CPU,实现冗余控制;通讯网络通讯采用10/100M以太网,应用光纤环网和交换机组成网络冗余系统,真正实现处理器和网络的冗余控制盒;主控制卡、数据转发卡及重要的模拟量输入、输出通道采用冗余配置,保证系统安全高效运行。 
图2 津西7#、8#高炉TRT控制系统结构示意图 系统配置清单如下。 序号 卡件 型号 数量 单位 1 数字量输入 140DDI84100 12 块 2 数字量输出 140DRA84000 9 块 3 热电阻模块 140ARI03010 4 块 4 模拟量输入 140ACI03000 12 块 5 模拟量输出 140AIO33000 3 块 三、控制要求与实现 TRT装置的自控,主要包括启动联锁、自动升速控制、正常调顶压、正常停机控制、紧急停机控制等,而各过程中保持高炉顶压的稳定是装置实现自动化的关键。 本项目利用昆腾系列 PLC和图形功能丰富的图形处理软件iFix,编制了用户控制软件包,很好地实现了上述要求并有良好的用户界面。 3.1 启动联锁 TRT机组的启动必须满足特定的条件,并按照一定的步骤顺序进行,当条件不满足时,则“启动联锁”程序将投入运行,实现启动阀和入口电动碟阀锁闭。TRT机组正常启动的条件主要有:高炉同意TRT启动、电气允许TRT启动、润滑油压力大于设定值、动力油压力大于设定值、透平静叶全关等。如上述任何一个条件不满足,TRT机组将(在“启动联锁”程序的保护下)无法正常启动。 3.2 全自动启机 启动过程主要分为升转速、并网、升功率。为保证机组安全,TRT启机必须按照一定顺序有步骤的进行,如图3所示。 升转速过程主要依靠PLC控制启动阀、入口电动碟阀、透平静叶之间协同动作,使转速按照一定的升速曲线自动升至并稳定在目标值, 保证发电机并网顺利进行。升速曲线由4段不同斜率的直线组成,开始时,启动阀控制回路的设定值按照一定的速率自动增加,依靠PID调节来控制启动阀逐步打开,转速升到某一定值后,全开入口电动碟阀,关闭启动阀,静叶控制转速回路自动投入,按照升速曲线继续升速,使得透平的转速升到目标值,并保持稳定,等待并网。只要参数整定正确,转速可以很好的跟踪转速曲线,本装置升速过程中转速波动控制在±8 r/min。 并网成功后,TRT进入升功率过程,此过程中TRT和高炉的减压阀组共同控制高炉顶压,PLC系统负责调节静叶开度,不仅要保证高炉顶压,还要保证升功率过程顺利进行。来自高炉的顶压测量值、设定值与升速参数共同用于TRT控制系统对静叶的控制,随着静叶开度的增大,使得煤气负荷逐渐转移到TRT,高炉的减压阀组同时也逐渐关小,以完成升功率过程。在升功率过程中,如果高炉顶压出现波动,PLC通过调节静叶开度,调节升功率的速度,来保证高炉顶压及时恢复正常。全自动启机过程的程框图如下: 申请启动 ↓ 高炉同意启动 ↓ 启动阀控制投自动 ↓ 静叶控制投自动 ↓ 发电机并网 ↓ 升功率控制投自动 ↓ 进入正常调顶压控制
3.3正常停机 TRT正常停机时,TRT经过降功率过程,煤气逐步由TRT转移至旁通阀组,旁通阀组和静叶同时调节高炉顶压,旁通阀组和静叶也是由综合回路来控制的,两个旁通阀中的一个作为调节阀,另外一个作为量程阀,量程阀按照调节阀的开度和高炉顶压的变化来动作,工程师可以任选一个作为调节阀。功降到零功率后,发电机解列(发电机与电网脱离),快速切断阀慢关,静叶以一定的速度关闭,配合高炉逐步将煤气由旁通阀组转移至高炉减压阀组。 3.4紧急停机 只要任何一个紧急停机条件满足时,TRT即进入紧急停机状态。TRT紧急停机时,快速切断阀在1秒内快关,旁通快开阀快速打开到某一开度,使煤气改从旁通快开阀流过,避免了高炉炉顶压力的急剧波动。此时旁通快开阀的开度根据紧急停机时的静叶开度和煤气流量运算后得出。随后PLC通过旁通阀调节高炉顶压,配合高炉将煤气逐步转移到减压阀组,直至完全由减压阀组来控制高炉顶压。 四、投运效果 津钢7#、8#高炉TRT实现了全自动运行,从自动升速、升功率到正常运行、正常停车,操作人员只需按下“启动”或“正常停车”按钮即可。当紧急停车条件被触发或按下“紧急停车”按钮,PLC系统自动实现紧急停车过程中所需步骤。整个过程中控制效果良好,无需人工干预,正常运行时高炉顶压波动在±5 kPa范围内,紧急停机时高炉顶压波动在±10 kPa范围内。 目前津钢7#、8#高炉TRT平均发电功率在3000KW左右(高炉上现仍保留有直通管道,若将其密封,发电功率还可进一步提高),预计2-3年收回全部投资,经济效益十分可观。 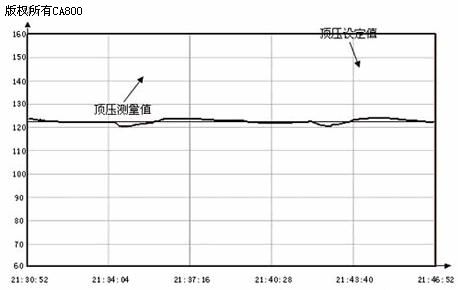
图3 高炉顶压控制趋势图 五、结束语 津钢7#、8#高炉TRT集散控制系统投运至今,性能可靠,运行平稳。特别是利用昆腾系列 PLC系统和图形功能强大的iFIX图形软件包实现了TRT全自动启机,正常停机和紧急停机的自动控制,保证了TRT机组安全高效运行,保证了高炉顶压平稳正常。从津钢7#、8#高炉TRT的顺利投运,可看出昆腾系列 PLC系统和iFIX图形软件在高炉TRT上的应用具有如下优点: 1、 可靠性高,软硬件性能稳定。 2、 操作简单,维护方便。纯中文的组态和监控画面,为维护人员、操作人员提供了良好的人机接口。全自动启停和控制,更是大大降低了对人员素质的依赖,避免了误操作可能性。 3、 中央处理器、通讯网络和主要控制部件都采用了热冗余配置,即提高了系统的安全性,又提高了系统的性价比。 4、客户服务及时,配品配件供应方便等优势。 作者简介:刘学军,1997年毕业于燕山大学检测技术及仪器仪表专业,现在河北津西钢铁股份有限公司机动处工作,副处长。 联系地址:河北省迁西县三屯营镇 河北津西钢铁股份有限公司 机动处 邮编:064302 电话:0315-5888121 13933485053 孙广虎,1997年毕业于燕山大学冶金机械专业,工程师,现在河北津西钢铁股份有限公司炼钢厂工作,设备厂长。 联系地址:河北省迁西县三屯营镇 河北津西钢铁股份有限公司 炼钢厂 邮编:064302 电话:0315-5888097 13930523925
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)