|
The Application of Emerson Unidrive and programmable controller in Sizing machines 南京锐航科技有限公司 程志农 摘要:艾默生张力变频器和可编程控制器在浆纱机上做恒张力收卷控制,减少设备磨损。保证设备收卷的稳定性,方便性。 一、系统概述 艾默生PLC和变频器在浆纱机上的应用,此电气系统采用PLC集中管理,分散控制,系统集中化,简约化,易控性强,更好的降低故障率。 方案配置如下: 
PLC系统由艾默生EC202416BAR主模块,16点的数字量输入模块和4路模拟量输出模块组成。 操作界面采用工业级液晶触摸屏,可动态修改控制参数,方便显示当前速度,当前匹长、匹数及系统的动态运行状态。 边轴电机变频器采用高性能通用型的EV2000系列,织轴收卷TD3300 22KW张力变频器。此变频器是张力专用变频器,内置张力控制功能。采用独立变频模式,结构简单,维护方便,稳定度高,保证收卷的张力及线速度,在小卷到大卷的变化过程中稳定可靠。在加减速中的自动补偿控制,使加减速中张力更稳,更有上卷防断纱程序,使上卷起机时便于操作。 本系统的优点: 张力设定在人机上设定,人性化的操作; 使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加;张力锥度计算公式的应用;转矩补偿的动态调整等等; 卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。并且在计算卷径时加入了卷径的递归运算,在操作失误的时候,能自己纠正卷径到正确的数值; 因为收卷装置的转动惯量是很大的,卷径由小变大时。如果操作人员进行加速、减速、停车、再激活时很容易造成爆纱和松纱的现象,将直接导致纱的质量。而进行了变频收卷的改造后,在上述各种情况下,收卷都很稳定,张力始终恒定。而且经过PLC的处理,在特定的动态过程,加入一些动态的调整措施,使得收卷的性能更好; 在传统机械传动收卷的基础上改造成变频收卷,非常简便而且造价低,基本上不需对原有机械进行改造。改造周期短,基本上两三天就能安装调试完成; 克服了机械收卷对机械磨损的弊端,延长机械的使用寿命。方便维护设备。 机台上的所有操作部分全部采用36V以下的安全电,以保证操作中的使用安全。
二、系统框图 
三、张力控制原理 所谓的张力控制,通俗点讲就是要能控制电机输出多大的力,即输出多少牛顿。反应到电机轴即能控制电机的输出转矩。真正的张力控制不同于靠前后两个动力点的速度差形成张力的系统,靠速度差来调节张力的实质是对张力的PID控制,要加张力传感器。而且在大小卷启动、停止、加速、减速、停车时的调节不可能做到像真正的张力控制的效果,张力不是很稳定。肯定会影响产品的质量。 变频收卷的实质是要完成张力控制,即能控制电机的运行电流,因为三相异步电机的输出转矩T=CmφmIa,与电流成正比。并且当负载有突变时能够保证电机的机械特性曲线比较硬。所以必须用矢量变频器,而且必须要加编码器闭环控制。用变频器做恒张力控制的实质是死循环矢量控制,即加编码器反馈。收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。同时在不同的操作过程,要进行相应的转距补偿。即小卷启动的瞬间,加速,减速,停车,大卷启动时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。 卷径的计算原理 根据V1=V2来计算收卷的卷径。因为V1=ω1×R1,V2=ω2×Rx。因为在相同的时间内由测长辊走过的纱的长度与收卷收到的纱的长度是相等的。即L1/Δt=L2/Δt,Δn1×C1=Δn2×C2/i (Δn1---单位时间内牵引电机运行的圈数、Δn2---单位时间内收卷电机运行的圈数、C1---测长辊的周长、C2---收卷盘头的周长、i---减速比) Δn1×π×D1=Δn2×π×D2/i D2=Δn1×D1×i/Δn2,因为Δn2=ΔP2/P2 (ΔP2---收卷编码器产生的脉冲数、P2---收卷编码器的圈数)。Δn1=ΔP1/P1取Δn1=1,即测长辊转一圈,由编码器接到PLC。那么D2=D1×i×P2/ΔP2,这样收卷盘头的卷径就得到了 收卷的动态过程分析 要能保证收卷过程的平稳性,不论是大卷、小卷、加速、减速、激活、停车都能保证张力的恒定。需要进行转矩的补偿。整个系统要激活起来,首先要克服静摩擦力所产生的转矩,简称静摩擦转矩,静摩擦转矩只在激活的瞬间起作用;正常运行时要克服滑动摩擦力产生地滑动摩擦转矩,滑动摩擦转矩在运行当中一直都存在,并且在低速、高速时的大小是不一样的。需要进行不同大小的补偿,系统在加速、减速、停车时为克服系统的惯量,也要进行相应的转矩补偿,补偿的量与运行的速度也有相应的比例关系。在不同车速的时候,补偿的系数是不同的。即加速转矩、减速转矩、停车转矩、激活转矩;克服了这些因素,还要克服负载转矩,通过计算出的实时卷径除以2再乘以设定的张力大小,经过减速比折算到电机轴。这样就分析出了收卷整个过程的转矩补偿的过程。 总结:电机的输出转矩=静摩擦转矩(激活瞬间)+滑动摩擦转矩+负载转矩。 转矩的补偿标准 1) 静摩擦转矩的补偿 因为静摩擦转矩只在激活的瞬间存在,在系统激活后就消失了。因此静摩擦转矩的补偿是以计算后电机输出转矩乘以一定的百分比进行补偿。 2)滑动摩擦转矩的补偿 滑动摩擦转矩的补偿在系统运行的整个过程中都是起作用的。补偿的大小以收卷电机的额定转矩为标准。补偿量的大小与运行的速度有关系。所以在程序中处理时,要分段进行补偿。
3)加减速、停车转矩的补偿 补偿硬一收卷电机的额定转矩为标准,相应的补偿系数应该比较稳定,变化不大。 相关的计算公式 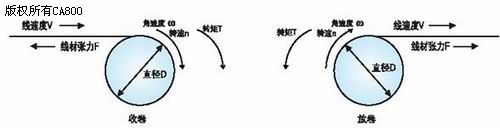

四、调试过程 (1)先对电机进行自整定,将电机的定子电感、定子电阻等参数读入变频器。 (2)将编码器的信号接至变频器,并在变频器上设定编码器的圈数。然后用面板给定频率和启停控制,观察显示的运行频率是否在设定频率的左右波动。因为运用闭环矢量控制时,运行频率总是接近设定频率,所以运行频率是在设定频率的附近波动的。 (3)在程序中设定空芯卷径和最大卷径的数值。通过前面卷径计算的公式算出电机尾部所加编码器产生的最大脉冲量(P2)和最低脉冲量(P2)。通过算出的最大脉冲量对收卷电机的速度进行限定,因为变频器用作张力控制时,如果不对最高速进行限定,一旦出现断纱等情况,收卷电机会飞车的。最低脉冲量是为了避免收卷变频器运行在2Hz以下,因为变频器在2Hz以下运行时,电机的转矩特性很差,会出现抖动的现象。 (4)通过前面分析的整个收卷的动态过程,在不同卷径和不同运行速度的各个阶段,进行一定的转矩补偿。补偿的大小,以电机额定转距的百分比来设定。
五、参数简表 附表1:TD3300功能参数简表 




结束语:技术更新越来越快,我们必须提高产品性能,使我们的产品能够适应我们的工艺要求。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)