|
1 引言 在纺织工业中,由于织造时经纱反复受到各种外力的多次作用(拉伸、弯曲、冲击及摩擦)容易使纱线结构松散,起毛而断头,或纤维纠缠致使开口不清。为了在织造中提高经纱的可织性,使经纱增强,耐磨提高20-40%,并卷绕成浆轴,减伸率维持在20-25%,需要采用浆纱工艺技术。 浆纱机是纺织厂前织工序的重要设备,浆纱机的质量对布机的效率和质量有极大的影响。浆纱工序是织前准备的重要工序,尤其是现在高速织机迅速发展,对织轴质量的要求也越来越高。 本文介绍的浆纱长度自动检测系统,采用plc自动检测浆纱伸长率、织轴卷绕匹数、墨印内卷绕长度;当实际卷绕匹数与设定的织轴卷绕匹数相等时,系统发出声光报警,提醒工作落轴;同时微型打印机自动打印设定墨印长、实际卷绕匹数;采用人机界面发出控制指令及设定数据,并显示浆纱伸长率、织轴卷绕匹数、墨印内卷绕长度。系统最大测控能力:墨印长99.99m,匹数255匹,伸长率+9.999m和-9.99m。 2 系统工作原理 2.1 打墨印记匹 如图1所示,在浆纱机的拖引辊轴端安装码盘,码盘上装有一块磁钢,拖引辊每转一周,磁钢接近霍尔元件一次,使其发出一个脉冲,经有关电路送入plc,与其相应的程序进行计数(n1),当n1与设定墨印长所对应的拖引辊转数nb相等时,说明浆纱已经卷绕了一个墨印长,此时由程序控制,经plc输出驱动打印器电磁线圈,使打印器在浆纱上打上墨印标记。与此同时,记匹计数器内所记录的实际卷绕匹数ks增1。当ks与设定的织轴卷绕匹数kb相等时,系统发出声光报警,提醒工人落轴;同时微型打印机自动打印出该织轴的设定墨印长lm、实际卷绕匹数k1和轴平均伸长率e。为此,系统运行前要键入lm及设定卷绕匹数kb。拖引辊周长设为l1,当用户经触摸屏设定lm和kb后,程序自行运算。 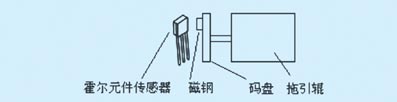
图1 旋转传感器磁体设置 打印器采用打墨印锤,打墨印锤采用电磁线圈ka驱动,如图2示所示。 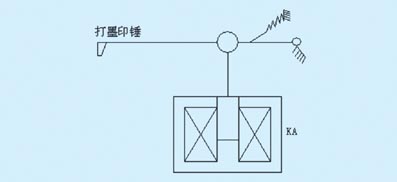
图2 打墨印锤
2.2 检测伸长率 检测浆纱伸长率的方法有定长测量法、测长表法、测速法、电测法等几种。为在浆纱过程中及时检查并控制好浆纱伸长率,浆出高质量的织轴,本设计选用第三种“测速法”来实现对浆纱伸长率的自动检测。 与拖引辊相同,在浆纱机引纱辊轴端也安装磁钢码盘与霍尔元件。引纱辊和拖引辊每转一周,相应的霍尔元件传感器各产生一个正脉冲信号,送入plc的输入端,plc内部计数器对其计数,进而实现对引纱辊、拖引辊表面速度的检测。 本系统利用拖引辊、引纱辊每转14转(卷过10m左右)定时器t1和t0的时间累加值之差求出段伸长率e。 设拖引辊转14转t1的累记时间为t1x,拖引辊转14转对应的浆纱长度为l1x,拖引辊直径d1=22.528cm,拖引辊表面线速度v1,引纱辊转14转t0的累记时间t0x,引纱辊14转对应的浆纱长度l0x,引纱辊直径d0=22.561cm,引纱辊表面线速度v0,则段伸长率e为 3 系统硬件设计 3.1 系统组成框图 系统组成框图如图3所示。其中引纱辊,拖引辊用来拖引纱布使其上浆;两个测长传感器分别用于监测引纱辊,拖引辊的转数;plc用于控置打墨印装置和声光报警装置,使其在规定的要求下作出反应;人机界面可以在线显示相应的工作数据,方便操作人员进行相应操作。 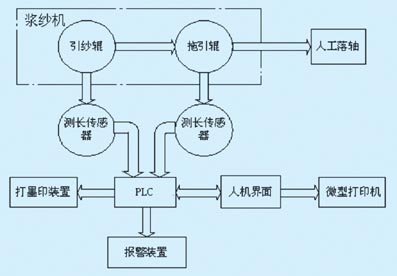
图3 系统组成框图 最简单的人机界面是指示灯和按钮,目前液晶屏(或触摸屏)式的一体式操作员终端应用越来越广泛,由计算机(运行组态软件)充当人机界面非常普及。本系统选用f940got-lwd-c触摸屏作为人机界面。plc选用三菱公司的fx2n-16mr系列产品,测长传感器选用霍尔传感器。打印机选用tpup-at微型面板式打印机。 3.2 plc控制电路 本系统有一个启动开关sa1,一个人工打墨印开关sa2及拖引辊霍尔传感器脉冲输入信号b1、引纱辊霍尔传感器脉冲输入信号b2,共占用plc四个输入点。输出信号有一个打墨印输出线圈ka和一个声光报警输出yh,共占用plc两个输出点。它们与plc的接口电路如图4所示。nbsp 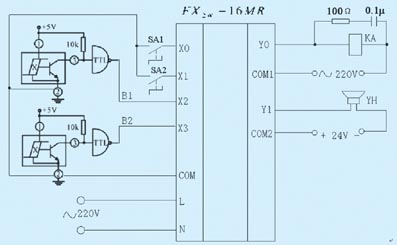
4 系统软件设计 4.1 系统工作流程图 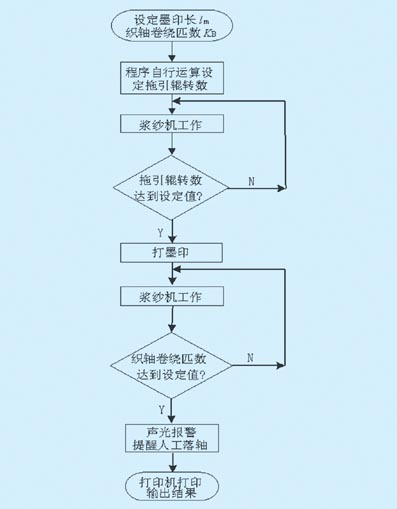
图5 系统工作流程图 系统工作流程如图5所示。首先通过触摸屏输入设定墨印长lm和设定织轴卷绕匹数kb,然后执行plc程序,计算拖引辊转数,并与设定墨印长对应的转数比较,达到设定值时打墨印、记匹,检测、计算段伸长率。满轴时停止系统运行,发出声光报警,同时通过触摸屏显示段伸长率并声光报警,打印机打印设定墨印长和实测卷绕匹数。 4.2 人机界面的设计 本系统使用的是f940got-lwd-c人机界面,使用的人机界面设计软件是gt designer2。创建画面过程如下。 (1)参数设定及数据显示报警画面设定。按系统要求检测浆纱伸长率,所以在系统启动前需要输入两个固定数值:设定的墨印长lm和设定的织轴卷绕匹数kb。 设定的墨印长lm画面创建如图6所示。设定的墨印长lm通过画面设定并保存在plc的数据寄存器d1中。 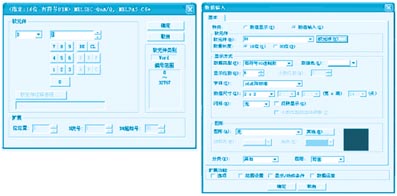
图6 设定墨印长lm 设定的织轴卷绕匹数kb画面创建如图7所示。设定的织轴卷绕匹数kb通过画面设定并保存在plc的数据寄存器d4中。 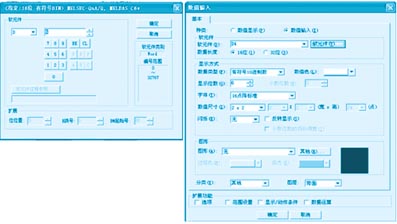
图7 设定织轴卷绕匹数kb
此外,还需要在界面中显示经过程序计算的段伸长率e。段伸长率e显示画面创建如图8所示。程序计算的段伸长率e保存在d12中。 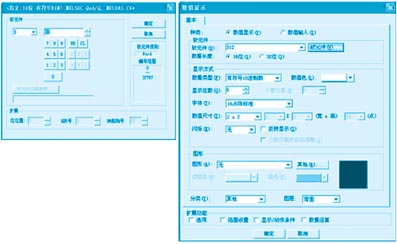
图8 设定伸长率e 当织轴卷绕匹数达到设定的卷绕匹数时,要声光报警,提醒人工落轴。声光报警位元件为y001,画面创建如图9所示。 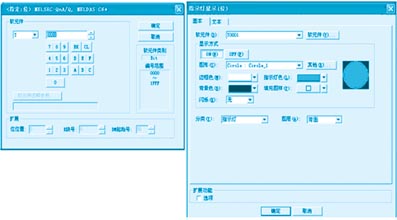
图9 设定声光报警位元件y001 同时将y001的显示方式设置为“on”,当系统进行声光报警时,人机界面会自动控制连接其上的打印机进行打印,实现其“画面硬拷贝”功能。 (2)设计的系统画面。人机界面系统画面如图10所示。 
图10 系统画面
4.3 系统工作梯形图 系统梯形图如图11所示。图中数据寄存器d1存放由触摸屏输入的设定墨印长lm,d4存放由触摸屏输入设定织轴卷绕匹数kb。通过flt指令转换为二进制浮点数分别存放在d20、d22。计算拖引辊周长l1=πd1并存放d3d2中,计算设定转数存放d6d5中,通过dint指令将浮点数转换为整数存d24中。c0对由x2端输入的拖引辊转数脉冲进行计数,每转一圈计数一次,当计数次数等于nb(d24值)时,c0触点使y0线圈接通打墨印。c1用于记录实际匹数,当实际匹数等于设定织轴卷绕匹数kb(d4值)时,c1触点使y1线圈接通声光报警,提醒人工落轴。t1、t0分别记录拖引辊、引纱辊转14转的时间,c2、c3分别对拖引辊、引纱辊转数计数,当它们转满14转时,由mov指令将所需时间分别送入d9、d8中。浮点运算指令计算段伸长率并存入d46中,经dint指令转为整数后送d12中,然后通过触摸屏显示。nbsp 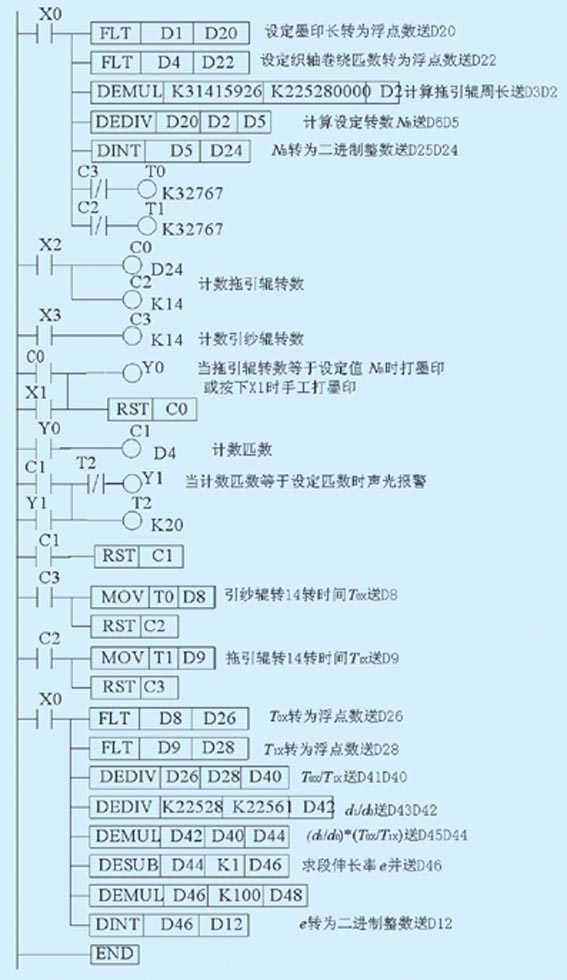
图11 系统工作梯形图 5 结束语 综上所述,采用plc控制的浆纱机自动测长系统,硬件结构简单,成本低廉,响应速度快,性能、价格比很高,具有很高的可靠性。另外还可以根据实际需要很方便地进行扩展。程序稍作修改,就可以满足用户不同的控制要求。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)