|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
[组图]薄膜分切机放卷至卷取的张力控制 |
★★★ |
|
| 薄膜分切机放卷至卷取的张力控制 |
|
作者:佚名 文章来源:网络 点击数: 更新时间:2009-5-19 14:41:53  |
|
1.分切机的重要选定要素
2.放卷至卷取的张力
3.接触辊及接触压力
4.卷取张力的自由选择及设定
5.在薄膜主要物性条件下所设定的卷取条件
1.分切机的重要选定要素
在分切机的选定方面最受关注的应该是分切卷取后的产品如何?也就是产品内部品质。从外观上来看,无皱褶、无划痕、端面整齐、卷取表面硬度适当等,这些都应该是基本的。但是,我们认为仅关注这些还不够。因为分切卷取后的产品其内部残留着很大的应力(内部张力),这将会对后道工序带来各种不利影响,比如说印刷的套印不准等。

这种内部品质的状况如何,将会很大程度地影响到用户的订购量、产品韵价格及用户对制膜厂家的信赖和评价。
而这种选定要素却无法用肉眼看到,因此,对薄膜的张力控制及接触压力的控制是最重要的选定要素。
2 放卷至卷取的张力

分切机的放卷至卷取张力可分为以上3大部分。
2―2放卷张力
2―2―1内部张力
前道工序卷取下来的原膜母卷的内部含有残留应力,这残留应力的大小同生产线的设备性能有关,特别同卷取机的性能有很大的关系。如卷取机的张力过大且张力的变动量也大时,会对分切机的放卷张力的控制带来不利影响。另外,原膜母卷由于熟化的缘故几乎多少都存有偏芯,这就是放卷速度的变化而造成放卷张力变化的原因所在。放卷张力发生变化会使薄膜内部产生应力,将存有内部应力的薄膜从牵引部传送至卷取部,最终肯定会对卷取张力的变动带来影响。
为使放卷张力的变动量降低,放卷部采用浮动辊方式来控制放卷张力。该方式可使原膜母卷的内部应力减少,可吸收放卷速度的变化,实现放卷张力保持稳定。
为使浮动辊的效果更佳,本公司研制开发了2根串联在一起浮动辊方式(已取得专利权),该方式可使放卷张力的变动量降低到最低限度。
2―2―2为实现放卷张力变动量最小而采取的对策
串联浮动辊的控制
偏芯原膜母卷回转时,靠浮动辊的摆动来吸收,但是,浮动辊的质量成为惯性抵抗使薄膜产生松弛,并使张力也增加。由于此惯性抵抗会给每一时间上的变动量及浮动辊的质量本身带来很大的影响。现在,本公司研发开发了把2根浮动辊组合在一起的串联浮动方式,可实现低张力条件下的高速运转。
串联浮动辊的方式相对于1根浮动辊来说,偏芯原膜母卷每回转1次,薄膜偏芯量的1/2通过浮动辊的位置变化来吸收,同时,由于浮动辊及惯性力的变动所产生的作用于薄膜的张力,因每一根浮动辊的质量是原来1根的1/2,可使得总体上放卷张力的变动量减少到原来1根浮动辊张力变量的1/4。

下列是CPP薄膜的参考计算例。
[参考例]
薄膜 CPP 20μ 拉伸弹性率E=50kg/mm2
原膜母卷直径D 1200mm
薄膜宽度 W 4300mm
原膜偏芯量a25mm/1200mm
原膜母卷直径最大时的偏芯量
浮动辊重 70kg
速度 600m/min
放卷所需最低张力4kg/min
整个宽度最低张力 To=4kg×4.3m=17.2kg


2―3牵引张力
薄膜在各辊之间传送时,进膜辊的速度同出膜辊的速度还是有些差异的。由于薄膜弹性的缘故会产生张力。通常各分切机厂家会在不影响薄膜的范围内设计各牵引辊的速度,但是,薄膜的物性各有不同,仍然会出现速度差这个问题,目前采用各辊单独马达驱动且数字式速度控制方式。
2―4卷取驱动
2―4―1卷取驱动的稳定
最终产品卷的品质如何,同卷取张力有关。卷取时的速度变化、卷取产品的重量变化,接触压力的变化等都会使张力产生变化。因此,通过外部条件的补正来对应张力的变化,使卷取张力始终保持稳定所必须的。这种补正是肉眼所看不见的,含有很多专有技术的非常重要的要素。

2―4―2获取最佳卷取张力的各种张力补正
为了保证卷取张力从初卷至终卷整个过程中的张力稳定,有必要进行多种张力的补正。 引起卷取张力变动的主要原因如下:
①机械方面的机械损耗所引起的变化(回转数和卷取重量)
②接触辊的接触压力(接压量和卷取速度)
③加减速时的卷轴惯性(加减速时间和卷芯及卷取重量)
④卷取电动机的特性
以上这些因素可以通过速度、接触压力、重量的变化自动补正来获得最适合的张力。
3.接触辊及接触压力
3―1接触压力的控制
在卷取品质方面,产品卷的表面硬度及卷取时的皱褶同接触压力有关。
在卷取过程中,在接触辊表面及薄膜内面、接触辊上部的薄膜表面及产品卷的表面都带进空气,如图所示a、b。

带入的空气同速度有关,a处最好不要带人空气,但b处,由于带入的空气同产品卷的硬度有关,在初卷至终卷的整个过程中对整个产品宽度需适量及均等地带人空气才能满足对产品卷的表面硬度的要求。当然为得到理想的表面硬度,接触压力的控制及接触辊的形状是非常重要的。
4.卷取张力的自由选择设定
卷取控制是将传送部传送过来的薄膜从初卷到终卷,根据速度及卷取直径不断变化对应合适条件进行卷取。
本公司非常重视这点,研究开发出FPC软件系统(FUJI―Flexiible patem control system)。
采用该软件系统,卷取张力和接触压力不断对应从初卷到终卷不断变粗的整个过程,可自由设定在各个直径上的最佳卷取张力和接触压力,也可将合适数据储存下来,为下次卷取同类产品时提供方便。
特别对于需要在低张力、低接触压力条件下卷取的薄膜也能进行最佳条件的设定。
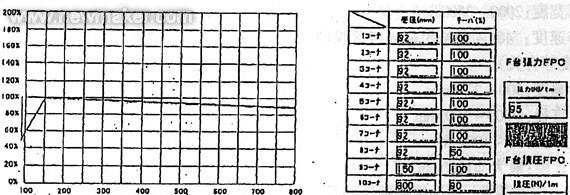
5.主要物性条件下所设定的卷取条件。
|
|
| 资讯录入:admin 责任编辑:admin |
|
|
上一篇资讯: 使用潜水电泵时需要注意的几个要点
下一篇资讯: 线切割加工中常见问题处理 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



