|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
浅析国产300MW旧式汽轮机改造的必要性 |
|
|
| 浅析国产300MW旧式汽轮机改造的必要性 |
|
作者:佚名 文章来源:不详 点击数: 更新时间:2008-9-24 17:00:17  |
|
|
田 亚 宗学鲁
(华电国际邹县发电厂,山东邹城 273522) 【摘要】本文简单介绍邹县发电厂300MW汽轮机通流部分改造过程,并对改造前后的一些指标作了较为充分的比较,进一步分析改造的可行性及必要性,以供各电厂进行汽轮机改造时参考。
【关键词】 通流部分;改造;可行性
0 前言
随着社会经济与科学技术的发展,对发电厂供电品质及发电成本提出了更高的要求,老机组原有的热耗值、煤耗及较高的发电成本已不能适应当今电力部门改革与发展的形势,且在正常运行中存在着机组膨胀不畅、轴瓦振动大等缺点。满足现代更高要求的汽轮机已经出现,无论在系统的安全性、可靠性以及各项指标方面也已经达到电厂的高要求。因此国内很多电厂都进行了汽轮机的改造。但并非说所有功率的汽轮机都应选择相同的改造方案,我们应该从实际出发,根据具体情况加以分析与选择。
1 修前设备存在问题及运行状况
邹县发电厂300MW汽轮机是N300-165/550/550型国产旧式汽轮机组,汽轮机为上汽厂70年代未的技术设计。由于设计水平低、加工工艺差等原因,机组的经济性及调峰性能均远远不能满足电网的要求。设备存在的问题较多,严重影响机组的安全经济运行。目前机组本体部分存在的主要问题有:
1、 经济性能低下: 机组设计热耗率为8255.5kJ/kW.H(1975 kcal/kW.H),但实际使用中即使在机组大修后也不能达到该设计值,而且有很大的差值,机组大修后的热耗一般仍在8569kJ/kW.H(2050kcal/kW.H)以上。
2、 启停时间长:由于结构设计不合理,机组在启停、增减负荷过程中汽缸膨胀不畅,而延长了启停时间及影响负荷变动速率,该机组从冲转到带满负荷需16小时左右,中速暖机时间长达3-4小时,不能适应竟价上网、调峰的需要。
3、存在动静摩擦:由于汽缸膨胀不畅及汽缸材料蠕变变形,造成汽缸、转子死点前移。使高压缸、中压缸及低压Ⅰ、Ⅱ缸动静间隙变化,尤其是中压缸及低压缸影响甚大,每次大修揭缸后均发现动静部分有磨擦现象。
4、 轴承振动偏大:由于机组经过多年运行,设备已老化。再加上轴承座刚性差,各轴承负荷分配不十分合理,从而造成大部分轴承的振动值都偏大。振动严重时多次造成轴承钨金脱胎甚至化瓦等事故,给机组的运行和检修带来困难。
5、 汽缸、法兰加热系统复杂:机组启动时操作频繁、困难,操作不当将影响机组安全,发生动静部分磨擦。
2 通流部分主要改造方案
为提高四缸四排汽300MW汽轮机的经济性,汽轮机通流改造采用当代汽轮机设计的先进技术,对汽轮机高中压缸、转子、隔板、轴承座等所有部件进行重新设计、更换。
3.1 汽轮机转子和汽缸
1、 汽轮机高、中、低压转子采用无中心孔整锻转子。转子毛坯由日本或德国转子锻造厂进口。
2、 汽轮发电机轴系的扭振频率避开工作频率及倍频的±7%。
3、 汽轮机脆性转变温度(FATT)的数值(试验值)为:高压转子小于121℃,中压转子小于121℃,低压转子小于27℃。力争进一步降低转子的脆性转变温度,各转子的脆性转变温度不会影响机组启动的灵活性。
4、 汽轮机转子为彻底消除残余内应力的锻造转子;汽轮机的高压转子、中压转子、低压转子在出厂前进行高速动平衡,试验精度为高、中压转子≤0.8 mm/s、低压转子≤1.0mm/s;高速动平衡后汽轮机转子按120%额定转速进行2分钟的超速试验。超速试验后按规范要求对转子叶片的各个部位进行彻底检查,不允许出现任何异常。
5、 推力轴承外壳设置一永久基准点,以便与转子的基准点相互配合,确定转子的位置。
6、在设计和制造汽轮机汽缸过程中,提高了汽缸水平中分面汽密性的可靠性。
7、 为了解决原机组低压末级动叶片水蚀较严重的问题,采取措施提高了末两级动叶片的防水蚀能力:在末级及次末级隔板上设置去湿槽;拉大动静叶间轴向距离;优化末级流场、提高根部反动度;末级及次末级动叶片采用先进的等离子淬火技术,增加叶片抗水蚀能力;汽轮机设置足够的疏水口。
3.2 轴承和轴承座
1、 #1~#4轴承采用可倾瓦轴承;#5~#8轴承更换为乙方新设计的椭圆轴承。
2、 支持轴承及推力轴承耐磨合金材料采用WJ2B,材料是从日本引进,耐温性能好。主轴承的型式能确保不出现油膜振荡,各轴承的设计失稳转速大于额定转速25%以上,并具有良好的抗干扰能力。各支持轴承的适当部位均有装设轴振动测量元件的位置。
3、 在任何运行条件下,各轴承回油温度不超过65oC,运行中轴承的金属温度不超过90oC。
4、 改造后的推力轴承球面结构型式改为垂直向球面结构(即GE与日立球面型式)。此型式的球面在受到轴向推力时自位性能较好,推力瓦块受力较均匀,不会发生推力瓦温过高的情况。
5、 所更换的推力轴承具有良好的自动调整能力,推力轴承能持续承受各种工况下出现的双向最大推力,推力瓦温度由工作面及非工作面瓦块金属温度来指示,每块都有测温点,同时设置推力瓦工作面及非工作面回油温度表。
6、 针对目前机组膨胀不畅、运行中轴系中心及各轴瓦载荷变化较大的问题,对现有的轴承座进行改进或更换,实施轴承座轴向刚度以及凡滑移的轴承座采用DEVA合金滑块结构的改造方案。
3 改造后主要效果
1、 改造后机组各工况下的热耗值、汽耗率如表1所示。
表1
项 目
单位
1026.9t/h
(VWO)工况
100%
额定功率
300MW
功率
75%
额定功率
50%
额定功率
夏季
工况
停高加
工况 发电机功率
kW
344
330
300
247
165
330
330
主汽压力
MPa
16.18
16.18
16.8
16.18
16.18
16.18
16.18
主汽温度
℃
538
538
538
538
538
538
538
主汽流量
t/h
1026.9
976.71
873.6
701.61
454.15
1021.9
862.95
功率因数
--
0.85
0.85
0.85
0.85
0.85
0.85
0.85
冷却水温
℃
20
20
20
20
20
33
20
背 压
kPa(a)
4.9
4.9
4.9
4.9
4.9
11.8
4.9
计算热耗值
kJ/kW.h
7926
7928
7938
7990
8191
8231
8176
保证热耗值
kJ/kW.h
7926
7928
7938
7990
8191
8231
8176
计算汽耗值
kg/kW.h
2.985
2.960
2.910
2.835
2.752
3.097
2.615
保证汽耗值
kg/kW.h
2.985
2.960
2.910
2.835
2.752
3.097
2.615
2、 机组采用高中压缸联合启动方式,大大缩短启停时间。从冲转至额定负荷时间如表2所示。冷态启动时,改造前后所需时间的对比如图1所示。
表2
启动状态
冲转至额定转速时间
并网至额定负荷时间
冲转至额定负荷时间
冷态
~110min
~250min
~360min
温态
~25min
~115min
~140min
热态
~20min
~75min
~95min
极热态
~10min
~50min
~60min 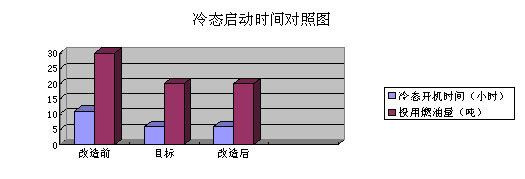
3、 改造后汽轮机在所有各种负荷稳定运行工况下以及额定转速时,在任何轴颈上所测的垂直、横向的振动双振幅值都有显著改善,如表3所示。
表3
日期
5月24日
5月24日
时间
18时35分
19时00分
转速
3000 rpm
3000 rpm
负荷
300 MW
330 MW
主汽压力
16.2 MPa
16.2 MPa
主汽温度
545 ℃
537 ℃
凝器真空
94.3 -kPa
93.7 -kPa
数值 振动
轴承
轴振μm
轴振μm
X向
Y向
X向
Y向
#1轴承
14.40
14.50
14.60
13.60
#2轴承
27.70
26.70
29.76
31.20
#3轴承
34.90
37.40
34.70
36.00
#4轴承
34.10
40.10
32.90
39.80
#5轴承
45.20
40.70
46.20
43.00
#6轴承
35.40
50.20
34.30
49.10
#7轴承
28.90
26.00
29.60
24.70
#8轴承
29.90
55.80
31.90
57.10
4、有效地解决了汽轮机膨胀不畅,主要表现在:
1) 改变高中压缸的支承方式。对高中压缸进行更换,改变了高中压缸的支承方式,由上缸支承改为下缸支承,并在高压内缸外壁第4级处设置隔热环将内外缸夹层空间分为2个区域,既可以降低内缸外壁温差,又可以提高外缸温度,有利于汽缸膨胀。同时,中压缸亦采用中分面下猫爪支承且全部采用隔板套结构。高中压缸所采用的中分面下猫爪支承方式降低了支承和推拉机构的高度,减少了膨胀阻力。
2) 改变滑销系统的材质及润滑方式。改造后的轴承箱滑动面采用自润滑滑块与不锈钢滑块组成,下滑块为DEVA自润滑滑块,减小了滑动摩擦系数。另外,高压外缸前猫爪、中压缸前后猫爪下的横键两侧都装有自润滑垫片,使汽缸能向两侧自由膨胀,增强了高中压缸膨胀的可靠性。
3) 增强轴承箱的刚度。针对轴承箱与汽缸之间推力矩大和轴承箱刚性差等因素,在1号轴承箱与高压缸之间使用了H型定中心梁推拉机构。高压外缸、中压外缸与2号轴承箱之间的推拉力靠汽缸猫爪横键和纵键之间的推拉杆来传递,并降低高中压缸推拉机构的高度,减小了推力矩。同时增加轴承箱底板、端板、侧板的厚度。并将轴承箱设计成整体框架机构,在轴承箱内部轴向、横向增设筋板,筋板与侧板连成一体,使轴承箱在轴向、横向连为框架结构。
4 结束语
邹县电厂经过3年的努力工作,4台300MW通流部分改造得以胜利竣工,各项指标基本达到设计要求,为国产300MW机组的改造的必要性与可行性提供了充足的理论依据及实践经验。
|
|
| 资讯录入:admin 责任编辑:admin |
|
|
上一篇资讯: 中小热电厂改用汽动给水泵的经济效益分析
下一篇资讯: 锅炉给水泵的变频调速改造 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



