1 前言
电容器在生产制造过程中,外壳表面在喷漆前难免沾上油污,长期以来基本上采用汽油清洗后再用布擦的除油方法,导致表面喷漆的前处理工序工作量很大,且操作环境恶劣,对周围环境造成污染,电容器外壳油漆表面附着力一直不高,经常出现油漆层脱落,棱、边、尖角处容易生锈等现象。另外由于设备陈旧、老化,致使工作效率不高,环境污染大,危害操作者的身体健康。为了改变这种落后状况,在经过调研、借鉴、试验、研究后,终于确定了适合电容器表面处理的工艺方案。西容公司在2001年5月建成了集合式电容器产品表面处理生产线;这条线的建成大大的提高了电容器表面油漆的附着力,同时改善了操作者的工作环境,提高了工作效率。本文就如何提高电容器表面处理质量及其设备性能和方法等技术特点进行简要介绍和分析。
2试验过程
在实际生产中由于漆膜的表面附着力受各种因素的影响(如:油污、锈蚀、表面粗糙度、固化时间、杂物、漆膜厚度等),采用不同的表面前处理方法,对漆膜的表面附着力影响程度不尽相同,但对于电容器表面来说,解决表面油漆的附着力是关键所在,油污和表面粗糙度又是影响表面油漆附着力的两个最重要的指标,下面就主要从这两方面入手,对其进行讨论研究。
2.1 试验方法、依据
2.1.1 样板的制作:
对不同材质的钢板表面喷丸处理后进行喷漆。
2.1.2 采用的标准:
a)抛丸处理的表面粗糙度执行GB6060.5-1988《表面粗糙度比较样块抛(喷)丸、喷砂加工表面》
b)按GB1727-1992《漆膜一般制备法》喷两遍特种快干环氧底漆(E06-2),一遍丙烯酸聚氨脂磁漆(双组份)。
c)按GB9286-1988《色漆和清漆漆膜的划格试验》进行模拟试验。
2.1.3 附着力等级划分:
采用手工划格法,刃口规格为刃口角30°,刃口厚度50~100μm,切割数为6×6,切割间距为2mm。附着力等级分为6个级别,0级最好,5级最差。评级方法是:
a)0级:切割边级完全平滑,无一格脱落。
b)1级:在切口或交叉处涂层有少许薄片分离,但划格区受影响明显不大于5%。
c)2级:切口边缘或交叉涂层脱落明显大于5%,但受影响明显不大于15%。
d)3级:涂层沿切割边缘部分或全部以大碎片脱落,或在格子不同部位上,部分或全部剥落,明显大于15%,但受影响明显不大于35%。
e)4级:涂层沿切割边缘,大碎片剥落,
或一些方格部分或全部出现脱落,明显大于35%,但受影响明显不大于65%。
f)5级:大于第4级的严重剥落。
掌握上述油漆在各种状况下的漆膜附着力,从而确定最佳的表面前处理工艺参数。
2.2 试验样品
2.2.1 钢板Q235-A 50mm×120mm×1.5mm
2.2.2 钢板Q235-A 250mm×250mm×5mm
2.2.3 不锈钢板0Cr13 50mm×120mm×1.5mm
2.2.4 BFMH238.5/ -3334-1×3W集合式并联电容器 -3334-1×3W集合式并联电容器
2.2.5 BAMH11/-1000-1×3W集合式并联电容器
2.3 试验结果
2.3.1 对普通钢板沾污烷基苯油后采用不同前处理方法进行测试的结果见表1。

由表1可知:
a)普通钢板沾污烷基苯油后用布擦拭,测定漆膜附着力为3级。
b)普通钢板沾污烷基苯油后用汽油擦拭,测定漆膜附着力为2级。
c)普通钢板沾污烷基苯油后用清洗剂擦拭,测定漆膜附着力为2级。
2.3.2 普通钢板沾污烷基苯油经抛丸处理后试验结果见表2。

由表2可知:
a)普通钢板表面沾污烷基苯油后用清洗剂擦拭并进行抛丸表面粗糙度参数为Ra1.6~Ra3.2μm时,测定漆膜附着力为2级。
b)普通钢板表面沾污烷基苯油后用清洗剂擦拭并进行抛丸表面粗糙度参数为Ra3.2~Ra6.3μm时,测定漆膜附着力为1级。
c)普通钢板表面沾污烷基苯油后用清洗
剂擦拭并进行抛丸表面粗糙度参数为Ra6.3~Ra12.5μm时,测定漆膜附着力为0级。
d)经与表面粗糙度比较样块进行对比,普通钢板表面粗糙度在Ra0.8~Ra1.6μm范围之内,因此未作抛丸试验,其漆膜表面附着力与普通钢板沾污烷基苯油后用清洗剂擦拭,测定的结果同为2级。
普通钢板沾污PEPE油清擦试验结果见表3。

由表3可知:
a)普通钢板沾污PEPE油后用布擦拭,测定漆膜附着力为3级;
b)普通钢板沾污PEPE油后用汽油擦拭,测定漆膜附着力为2级;
c)普通钢板沾污PEPE油后用清洗剂擦拭,测定漆膜附着力为2级。
2.3.3 普通钢板沾污PEPE油用清洗剂擦拭抛丸试验结果见表4。
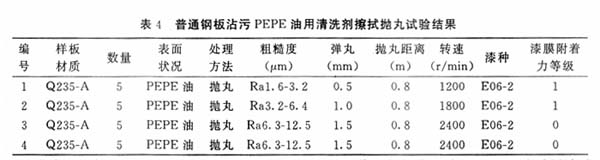
由表4可知:
a)普通钢板表面沾污PEPE油后用清洗剂擦拭并进行抛丸表面粗糙度参数为Ra1.6~Ra3.2μm时,测定漆膜附着力为2级;
b)普通钢板表面沾污PEPE油后用清洗剂擦拭并进行抛丸,表面粗糙度参数为Ra3.2~Ra6.3μm时,测定漆膜附着力为1级;
c)普通钢板表面沾污PEPE油后用清洗剂擦拭并进行抛丸表面粗糙度参数为Ra6.3~Ra12.5μm时,测定漆膜附着力为0级;
表面未经机械粗化处理的样板表面粗糙度在Ra0.8~Ra1.6μm范围之内,因此未作抛丸试验,其漆膜表面附着力与普通钢板沾污PEPE油后用清洗剂擦拭测定的结果同为2级。
2.3.4 不锈钢板沾污PEPE油清擦拭验结果见表5。
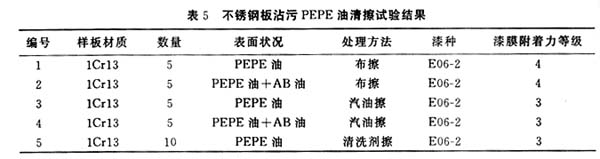
由表5可知:
a)不锈钢板沾污PEPE油后用布擦拭,测定漆膜附着力为4级;
b)不锈钢板沾污PEPE油后用汽油擦拭,测定漆膜附着力为3级;
c)不锈钢板沾污PEPE油后用清洗剂擦拭,测定漆膜附着力为3级。
2.3.5 不锈钢板沾污PEPE油后用清洗剂清擦抛丸试验结果见表6。
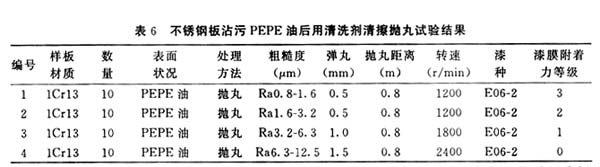
由表6可知:
a)不锈钢板沾污PEPE油后用清洗剂清擦并进行抛丸,表面粗糙度参数为Ra0.8~Ra1.6μm时,测定漆膜附着力为3级;
b)不锈钢板沾污PEPE油后用清洗剂清擦并进行抛丸,表面粗糙度参数为Ra1.6~Ra3.2μm时,测定漆膜附着力为2级;
c)不锈钢板沾污PEPE油后用清洗剂清擦并进行抛丸,表面粗糙度参数为Ra3.2~Ra6.3μm时,测定漆膜附着力为1级;
d)不锈钢板沾污PEPE油后用清洗剂清擦并进行抛丸,表面粗糙度参数为Ra6.3~Ra12.5μm时,测定漆膜附着力为0级。
2.4 试验结果
通过进行以上油漆前表面处理工艺应用研究,对各种表面处理工艺方法的对比分析,清洗、抛(喷)丸等表面前处理方法对本企业产品来说,不失为一种最佳的表面处理工艺。对于采用脱脂剂清洗或采用汽油清洗,表面附着力相当,但采用脱脂剂清洗可重复利用,成本低,而汽油清洗后不能重复利用,且易挥发、不安全,所以最后即采用脱脂剂进行清洗。再者由于抛丸机设备比较庞大,而且抛丸只适用于产品外型简单的流水线生产,所以选用了喷丸设备,弹丸直径为1.0~1.5mm,工件表面加工后粗糙度参数定为Ra6.3~Ra12.5μm,以使表面喷漆层的附着力达到最理想的状态。
3 集合式电容器表面处理生产线
工艺流程确定后,为双加改造提供了依据,首先制定了设备的技术条件,对设备进行了选型。
3.1 喷丸室的要求:①要有足够的操作空间;②要有可靠的劳动保护装置及安全保证措施;③工件清理后表面粗糙度为Ra6.3~Ra12.5,每小时清理面积不小于30m2。
3.2 喷淋室的要求:①采用不锈钢箱体;②应有蒸汽加热系统;③脱脂和清洗自动完成;④喷射距离应在1m以上。
3.3 喷漆室的要求:①要有足够的操作空间;②要有可靠的劳动保护装置及安全保证措施;③通风要有加热系统。
以上三室采用手推地轨小车连接,小车承重10t以上,可分别进入每一个操作室单独工作。对方案反复论证后,对图样进行了确认,最终选用了苏州苏达涂装工程有限公司的设备,随即进行了设备的制造、安装。
在设备安装期间对方案及时进行了改进,尽量适应生产的要求。设备安装平面布置图如下:
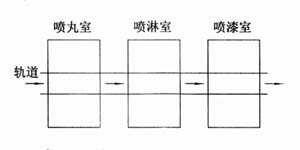
喷丸室、喷淋室、喷漆室相互独立,中间用小车轨道连接,小车可以在轨道上穿越工作室,形成集合式产品表面处理流水线。产品通过左侧喷丸室进行表面喷丸处理后,可进行表面清洗,也可通过喷淋室直接进入喷漆室喷漆。当产品外表面有油迹时,在清洗时只要将产品推入喷淋室内,它就会按照预先设定好的程序自动对产品表面的油污进行去油、清洗,经清洗干净的产品凉干后即可喷漆。喷漆采用德国WIWA进口设备,此设备的特点是出漆量大、效率高、喷射压力高、附着力好且极大地节省了漆料。
4 漆层附着力验证试验
设备使用后,对经该设备表面处理后大型产品油箱的油漆附着力按以下步骤进行验证。
4.1 样品准备
4.1.1 将产品油箱外表面进行喷丸处理,表面粗糙度达到Ra12.5~25μm,且致密、均匀,无氧化皮,并将表面丸粒及灰尘用压缩空气吹净。
4.1.2 表面喷一遍特种快干环氧底漆(E06-2),常温干燥两小时后,同样再喷第二遍底漆,常温干燥两小时。最后再喷一遍丙稀酸聚氨酯磁漆。
4.1.3 产品油箱表面未经喷丸处理,采用布擦拭、汽油擦拭、清洗剂擦拭后,喷两遍底漆一遍面漆。
4.1.4 将钢板样板一面进行喷丸处理,另一面采用汽油清洗,并进行表面喷涂。
4.1.5 在产品表面进行喷丸处理,喷丸后表面粗糙度均匀,但不要求致密,进行表面喷涂。
4.2 试验依据
按GB9286-1988《色漆和清漆漆膜的划格试验》,并结合美国国家标准ANSI/ASTM D3359-1978《用胶带试验测定附着力》进行附着力测试。
4.3 试验方法
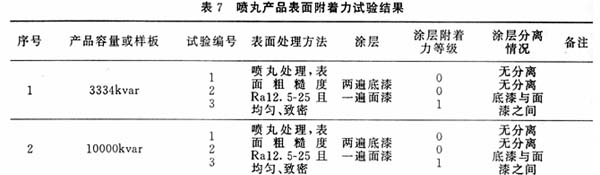
4.3.1 分别取经喷丸处理和未经喷丸处理的产品油箱外表面的上部和下部及箱盖上喷丸、喷涂较均匀的部位进行划格,切割线数为6,间隔为2mm,用胶带对格阵部位进行粘贴,并用铅笔顶端的橡皮擦平稳的摩擦胶带,观察胶带下面的颜色以判断是否已经和胶带粘紧。待粘紧后,在90±30s的操作时间内,拿住胶带的一端,沿着与其原位置尽可能接近180°的方向迅速将胶带撕下。并用放大镜检查格子区域涂层从底材或前一道涂层分离的情况,进行评级。每台进行了3组试验,试验结果见表7。
4.3.2 分别取经喷丸处理和未经喷丸处理的样板,在边缘(距边缘5mm以上)及中心以上述同样的方法进行6组试验,试验结果见表7。
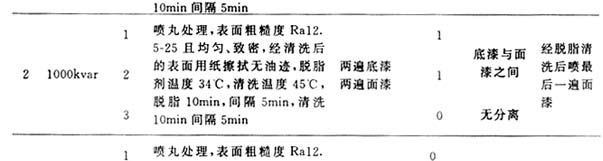
4.3.3 取经喷丸处理的样板及产品,经清洗剂清洗后,表面再喷一遍面漆,在边缘(距边缘5mm以上)及中心以上述同样的方法进行3组试验,试验结果见表8。

产品装配后,油箱表面经脱脂清洗后喷最后一遍丙烯酸立体锤纹漆,试验结果见表8。同样,用喷漆后的样板表面经脱脂清洗后喷丙稀酸聚氨酯磁漆试验结果见表8。
通过以上产品及样板的试验,可以看出喷丸处理后的产品表面,经喷漆后,表面油漆的附着力都在0级到1级之间,而未经喷丸的表面油漆附着力都在3级到5级之间,两者对比相差三个等级以上,且未经喷丸的表面油漆脱落都在基体材料与底漆之间,即使没有被撕下的漆层边缘处也有大面积的起层现象。经喷丸的表面即使沿切口有少量剥落或分离,也是在底漆与面漆之间。对于喷丸不够致密的表面,也将影响油漆的附着力,但剥落也是在底漆与面漆之间。经脱脂清洗后面漆与面漆之间附着力、底漆与面漆的附着力都较强。
5 结论
5.1 由于表面粗糙度对油漆的附着力有很大的影响,所以喷丸机使用的磨料最终选用钢丝丸粒φ1.1~1.5×1.5,表面粗糙度达到Ra12.5-25,使生产线上大型产品表面油漆附着力可达到0~1级,达到了预期的目的。
5.2 由于表面粗糙度直接影响油漆的表面附着力,表面较粗糙附着力相对较好,而且丸坑越致密越好。
5.3 经脱脂清洗后油箱表面两层面漆之间附着力基本为0级,说明脱脂清洗效果很好。


[1] [2] 下一页
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)