|
现代燃油燃烧机多为自动控制式的燃烧机,一般采用工业程序控制器、火焰检测器以及温度传感器等组成自动控制系统。
本系统可以对燃烧机燃烧火焰状况进行适时调节,既可单调风门、也可以单独调整油门、还可以风油门联动,进行风、油比例调整。具有手动/自动控制功能,并能与计算机进行实时通信。适用于各种工业锅炉。适用燃料为:柴油、重油、渣油、及各种气体燃料,并可单烧油、单烧气、油气混烧。 一、燃油燃烧器工艺流程图 系统启动
↓
关闭风门、油门
↓
风机启动
↓
打开风门
↓
吹扫炉膛
↓
关闭风门
↓
开启油泵
↓
点火
↓ (点火不成功)
火焰检测→报警→故障显示→打开风门→ 后吹扫→ 停机
↓ (点火成功)
开启油门调节阀至设定值
↓
开启电磁阀
5秒后
开启风门
↓
正常燃烧
↓
按设定温度值自动控制燃烧过程 系统停止
↓
关闭电磁阀
↓
关闭油泵
↓
打开风门
↓
后吹扫
↓
停机
↓
燃油燃烧器的控制要求:
1、本控制器启动与停止均为一键式,有手动和自动两种控制方式,并能自由转换。
2、屏显内容包括:当前温度、风油门开度、目标值显示、故障自诊等。
3、在手动控制状态下能单独控制风机、油泵、油门大、油门小、风门大、风门小、电点火、电磁阀等设备。
4、温度控制能保证在目标值±3℃范围内,并具有超温报警保护措施(报警温度可由用户自由设定)。
5、本控制器备有计算机通讯接口,能与沥青搅拌机联机操作。
6、本控制器包含有温度、火焰等传感器及其检测系统。 二、控制器选型说明:
根据以上要求,从成本上和性能上以及用户持续工艺改进及必要的产权保护上,进行综合考虑,选用科威公司的混合型PLC (EASY-M0808R-A0404NB)作为燃油燃烧控制器 。
该混合型PLC将开关量的处理和模拟量的处理组合在同一个PLC里,很好的实现了逻辑控制和过程控制,对于既有开关量又有模拟量的控制场合,有不可替代的优势。所以在燃油燃烧器的控制过程中 EASY-M0808R-A0404NB可以很好的满足其工艺要求。
混合型通用可编程控制器具有 PLC 所有功能,用户工艺可用梯形图语言编程,编程软件兼容三菱 FX2N 编程软件。其功能特点如下:
1、4路模拟信号输入,信号类型0-60毫伏,采用12位数值计数。
2、4路模拟信号输出,信号类型0-20毫安,采用12位数值计数。
3、8点开关量输入
4、8点开关量输出
5、具有梯形图编程接口,可连接计算机或人机界面。
6、支持CANBUS和RS485网络,可作CAN网络或RS485的主站或从站。
7、与远程模块Easy-FT配接,实现远程数据访问
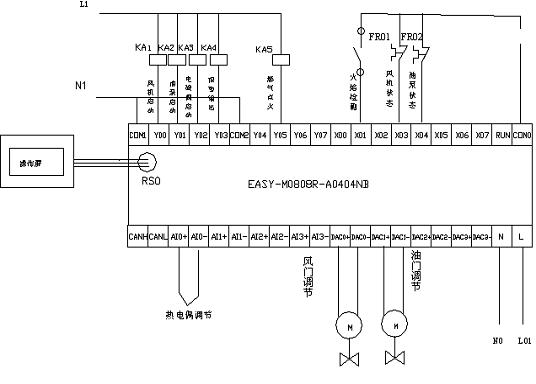
三、硬件接线图
输入输出口定义:
1、E分度热电偶接:AX0+,AX0-
2、风门调节阀接:AY0+,AY0-(4~20mA)――D20
3、油门调节阀接:AY1+,AY1-(4~20mA)――D21
4、风机控制接:Y0
5、油泵控制接:Y1
6、电磁阀控制接:Y2
7、点火控制接:Y3
8、报警输出接:Y4
9、火焰检测输入:X1(M61)
ON――亮,OFF――熄
面板变量:
M50:启动
M51:停止
M52:手动/自动
M53:风机控制
M54:油泵控制
M55:风门+
M56:风门-
M57:油门+
M58:油门-FR01 FR02
M59:电磁阀控制
M60:电点火
四、软件实现说明
1.自动部分:
结合工艺要求,主程序采用步进阶梯指令编程,作用是实现工艺流程,自动按要求完成燃烧全过程。 2.手动部分:
作用主要是用来进行设备调试及应急运行的。用通用梯形图指令编写。 3.相关子程序部分:
P124:温度变换子程序
P125:输出转换子程序
P126:AD值采样滤波子程序。
P123:温度控制自动调节子程序 4.人机界面程序及功能
手自动的调节
参数的设置
温度压力的显示
燃烧器工艺流程显示 五、总结
1、通用性强,开发成本低廉。
2、工艺保密性好,可以自己加密,自己编写程序,知识产权得到维护。
3、网络互连,也可以通过网络进行交流。
4、本程序梯形图可回电索取。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)