|
1 引言 茂名市第二自来水厂的日产量为2×105立方米,提供茂名市区70%以上的日常用水。为缓解该市的供水紧张状况,市政府加大投资力度,对该水厂进行扩建。该水厂设备自动化程度较高,整个自控系统采用(PC+PLC)的组成形式。滤池控制在水厂自动化中属于较难设计的环节,主要表现在反冲洗过程中开、关阀顺序和开、关阀条件的复杂上。本文主要阐述该厂扩建滤池自控系统的主要设计过程。 2 滤池系统的控制任务 2.1工艺要求 第二自来水厂新扩建的V型滤池共设六个滤格,每格安装有一个液位计、一个阻塞仪,每滤格均有各自的进水阀、清水阀、气冲阀、水冲阀以及排水阀和排气阀。用于气冲的鼓风机有3台(两用一备);用于水冲的3台反冲洗泵(两用一备);两台空气压缩机(一用一备);1台干燥器。 待滤水进入滤池的各单元滤格,经石英沙恒速过滤后,再进入清水池。过滤的工艺要求滤格内的水位保持在滤料上的1.2米处,在这个水位上,过滤的效果最好。为实现等速恒水位过滤,就要使滤池的出水量等于进水量,应根据滤池水位变化来调节出水阀的开启度以控制出水量的大小。而当滤池的运行满足反冲洗的约束条件时,需要进行反冲洗清洁滤沙。反冲洗是通过控制滤池进水阀、清水出水阀、反冲进气阀、排气阀、反冲进水阀、反冲排水阀并运行反冲水泵、风机等来实现的。 因此,滤池控制系统的任务主要是过滤时的液拉控制和清洁过滤砂时的反冲洗控制,过滤和反冲洗不断循环交替进行。 2.2对控制系统的性能指标要求如 (1)实现自动恒水位过滤,误差:±1.5㎝; (2)根据下列约束条件之一,能准确地实现自动反冲洗: •过滤时间达到反冲洗设定周期(如48小时)仍未反冲洗的; •过滤水头损失值到达设定值(150)且延时时间(15分钟)已到,仍未反冲洗的; •强制反冲洗按钮被触发。 (3)反冲洗周期、反冲洗过程中各步骤的时间均可通过程序设定,满足工艺及实际操作要求。 (4)能直观显示滤池过滤水位、水头损失及出水阀开启度,同时显示反冲洗设备、本地滤池阀门等的开关状态。 (5)对反冲洗设备、本地滤池阀门及反冲洗过程既可以实现全自动控制,也可以进行手动控制。 3 滤池的控制原理与运行过程 3.1 恒水位控制原理 滤池的恒水位控制如图1所示。 每个滤池将滤池水位检测值和水位设定值进行比较,得到水位偏差信号Δe,经PID运算后把输出信号送给输出附加处理程序,再输出给出水阀的伺服电机以控制出水阀的开度。开度增大的数值是由一定累积时间内水位上升的速度及水位偏差共同决定的。若进水流速越快,出水阀开度就越大,反之越小。PID运算的目标是把水位保持在设定值,附加值可作为补偿添加到输出控制中。输出附加处理程序是把PID的运算结果按一定的规律输出给清水阀伺服电机。 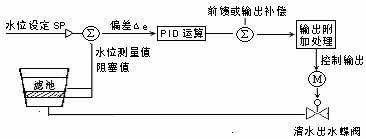
图1滤池恒水位控制系统图
3.2 反冲洗过程 当控制系统接收到反冲洗指令信号时,按照先进先出的原则排队进行反冲洗。反冲洗分气洗、气水混合洗、水洗三个阶段,过程如下:首先关闭待滤水进水阀,当水位降至设定的反冲水位时,关闭清水出水阀并打开废水排水阀,排水阀的信号到位后先关闭排气阀,再打开反冲进气阀,启动第一台风机进行气冲,气冲需要时间1-3min;完成后,打开反冲进水阀,再启动第2台风机及第1台水泵,进行气水混合洗,时间为5min;然后关闭2台风机,关闭反冲进气阀,打开排气阀,启动第2台水泵,进行单水冲洗,需要时间3-6min,完成后关闭反冲进水阀,停2台反冲洗水泵,关闭排废水阀,打开待滤进水阀,打开滤后清水阀。当水位升到过滤恒水位时,系统又转入正常的过滤程序。 4 控制系统设计 4.1 硬件构成及网络结构 本系统采用PC+PLC的构成形式。上位机由一台COMPAQ微机和两台打印机组成,下位机由模拟屏PLC8、公共冲洗PLC7和六个单元滤池PLC1-6共八台施奈德公司的PLC组成,如图2所示。 各PLC采用双绞线电缆连成的总线形接出式拓朴结构通信网,其又称FIPWAY通信网,传输速率为1Mbps。各PLC之间彼此进行通信,实现数据共享。单元滤池和公共冲洗的PLC,均配备一台现场XBT—B(人工智能接口),它通过电缆与PLC联系,在XBT操作盘上可以对滤池进行现场手动控制。各单元滤池PLC通过FIPWAY网络与公共冲洗PLC相连,公共冲洗PLC又通过网络进入水厂中控室和微机联网,故系统能在中控室内对滤池的运行进行远程监控,实现了中控室计算 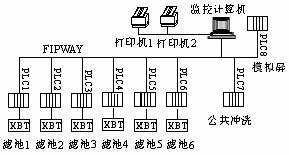
图2滤池自控系统网络图机集中监控、PLC远程控制、现场XBT操作的三级控制,从而确保了滤池生产运行的安全可靠性。 本系统PLC配置如下: PLC8:TSX47/415的CPU/COM、POWER、DI各一块;DO为9块。模拟屏设有D/A转换器。 PLC7:TSX67/455的CPU/COM、POWER、DO和AI(TSXAEM811)各1块;DI为2块。 PLC1-6:TSX47/415的CPU/COM、POWER、DI、DO、AI(TSXAEM411)各1块。PLC与PC机的通讯,要先在PC机安装TE公司的专用FIPWAY通讯网卡,然后通过RS422通讯接口进行数据通讯。 4.2 PLC的控制功能 单元滤池的PLC主要完成本格滤池的恒水位过滤控制和每格滤池的进水阀、出水阀、排污阀、反冲进气阀、排气阀、反冲水阀等的自动控制,及数据采集,并与公共冲洗PLC交换数据信息。当滤板下的阻塞仪将滤床阻塞程度信号转送给滤池单元PLC,PLC接收信号后,与水头设定值进行比较、显示出来,用以决定滤池是否要反冲洗,并传送至公共冲洗PLC。滤池的开启个数由进水流量决定,每个滤池由液位计和阻塞仪测出滤池的水位和水头损失值,并和滤后水阀门开度这三个参数送单元PLC,经PLC内置PID运算后,若水位偏差超过1.5cm时,PLC立即启动控制单元自动调整滤池出水蝶阀的开度,维持滤池水位基本恒定,从而实现恒水位过滤。 公共冲洗PLC负责六个滤池的反冲洗排队协调、和对反冲洗设备(反冲水泵、鼓风机等)及其进出口阀门的监控。当单元PLC向公共冲洗PLC发出反冲洗请求时,公共冲洗PLC则开始启动反冲洗程序对该滤池进行反冲洗控制。当某滤格正在反冲洗时,若又有一个或多个滤池发出反冲洗请求信号时,则此信号被存入公共冲洗PLC存储器中,然后按存储先后顺序进行冲洗,排队等待反冲洗的滤池则维持正常的生产。 模拟屏PLC的作用是驱动模拟屏工作及实现与水公司电台系统、微机的通讯。在模拟屏上能动态显示整个水厂的工艺流程和设备运行状态以及其主要的工艺参数,并实现声光报警,便于生产调度管理。 4.3程序设计 当滤池满足反冲洗控制约束条件之一时进行反冲洗。本系统用一个反冲洗PLC实现六个滤池的排队反冲洗,通过公共程序的读写命令采集整组滤池的反冲信息及滤池具体水位情况并发出命令。公共程序的主要内容包括:反冲水泵风机控制程序、公共PLC与其他各单元PLC信息的读写程序和滤池排队程序。 每格滤池的工艺过程基本相同,其PLC程序结构也相同,可用子程序的形式,如图3所示。每个滤池程序包括初始化命令及滤池的自动状态、手动状态、现场状态等程序。滤池自动状态程序包含反冲洗状态、整理状态、正常过滤状态三个子程序。滤池手动状态程序包含各个阀门的手动操作命令。滤池现场状态程序主要内容包含:(1)在滤池由自动状态转到现场时已发出的命令必须全部复位。(2)自动状态中的某些变量,如时间变量、计数器变量等必须复位。(3)针对反冲必须在这个状态下发出一个结束反冲命令。 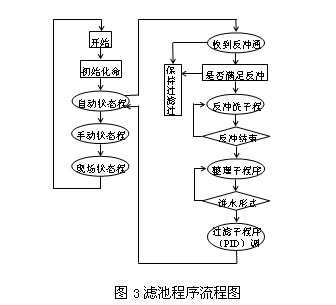
4.4系统监控软件 本系统上位机采用Windows NT操作系统,实时监控软件选用Wonderware公司的InTouch7.0工业组态软件,它主要包含WindowMaker和WindowViewer两个程序。上位机配备有遵循FIPWAY通讯协议的通讯网卡,实时采集生产数据。通过监控计算机可清晰地显示滤池的过滤、等待、反冲等运行过程中动态的工艺模拟画面,可对系统的所有设备进行远程操作和控制,并具备显示工艺布置图、实时动态参数、设备的工作状态及实时/历史报警信号、在线仪表的实时/历史趋势曲线、马达运行时间等功能,同时可进行离线/在线编程及设定参数的修改,编制和打印生产与管理报表。 5 新旧系统的联网问题 由于新建的滤池系统与水厂原系统是用不同公司的PLC开发成的两套独立系统,两系统的通信协议不同,它们之间没有数据通信,这给生产和管理带来一定的麻烦。两期的监控组态软件都采用了InTouch,但所用版本不同。从技术改造成本和公司技术力量来考虑,决定利用InTouch基于以太网并兼容TCP/IP通信协议的网络功能来实现两套独立系统的联网控制。 具体方法如下: 先用交换机组建一个以太网,系统示意图如图4,并在原系统监控微机PC1 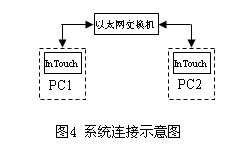
和新建系统监控微机PC2上分别安装TCP/IP通信协议、NetDDE程序。 再对InTouch监控系统软件进行设置:a. 运行InTouch的开发环境windowmaker,利用“import”功能将新旧两期程序数据整合成为一个完整的应用程序,分别安装在PC1和PC2上,这样就可以在任一台PC上对生产进行监控;b.对InTouch的DDE Access进行设置,方法是在“Modify DDE Access Name”对话框中的“DDE Application/Server Name”栏增加“//PC2/viewer”(在PC1上)和“//PC1/viewer”(在PC2上)。通过这个设置,PC1和PC2就可通过以太网进行实时数据通信;c. 初始化NetDDE,运行InTouch windowviewer,PC1和PC2即可进行实时通信。 6 结束语 滤池经一段时间的运行后显示出控制系统应用效果良好,系统的各项控制性能指标均能达到设计要求。在正常情况下,本滤池水位波动被控制在设定值的±1.5cm范围内,实现了自动过滤及六个滤池自动排队和反冲洗,并间接实现了与水厂原系统的联网控制,整个控制系统的设计基本满足了生产要求,达到了预期效果。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)