|
剪板机是机械行业制造和维修常用的设备之一。随着我国经济的持续高速增长,社会对各类板材的需求量不断增长,对板材加工的精度提出了更高的要求;另外,随着企业之间的竞争日益加剧和人力资源成本的上升,厂家为了在竞争中占据有利地位,除了保证板材加工的精度外,对板材加工的效率也提出了更高的要求。基于上述,板材生产加工企业迫切需要高精度、高效率的生产设备。剪板机是板材加工企业的关键生产设备之一,一些资金雄厚的企业,出巨资购买全新数控剪板机;另外,还有相当一批中小企业希望通过对原设备的技术改造来满足这些新要求。 普通剪板机存在的主要不足有: 1. 加工精度不高。 造成加工精度不高的主要原因,一方面是加工尺寸由操作人员用普通钢尺手动测得,精度难以保证;另一方面采用异步电动机带动链条传动机构,这样不仅定位精度低,而且易造成剪切面的机械偏差,这种偏差随加工板材宽度增加而加大。 2. 操作繁琐,容易出错。 剪板机需要人工操作,剪板动作的控制需人工完成,占用人力资源,也容易出错。 3. 能耗大,效率低 剪板机的动力系统一般使用普通异步电机,在剪板过程中不断启停,能耗大、效率低。针对这些情况,可以对剪板机进行自动化改造,提高工作效率和剪板精度,降低能耗。 控制系统设计的基本要求如下: 1、正常剪切功能。在正常加工某一规格产品前,可以事先设置加工尺寸、加工数量。当机器加工板材数量达到设定加工数量时,机器不再正常加工。此时,可重新设置加工参数或进入临时剪切状态。 2、临时剪切功能。选择该功能不需要设置加工参数,即可进行加工。该状态可加工任意尺寸(须在机器的机械加工范围内)和任意数量的产品。 3、设定加工参数(加工尺寸、加工数量)。 4、加工参数实时显示。 5、附加功能。包含点动调试、自动回零位、暂停等。 改造方案一: 如下图所示,自动控制系统由变频器、光电传感器、人机界面(文本显示器或触摸屏等)、正航A5系列PLC等构成。 图1 改造方案一 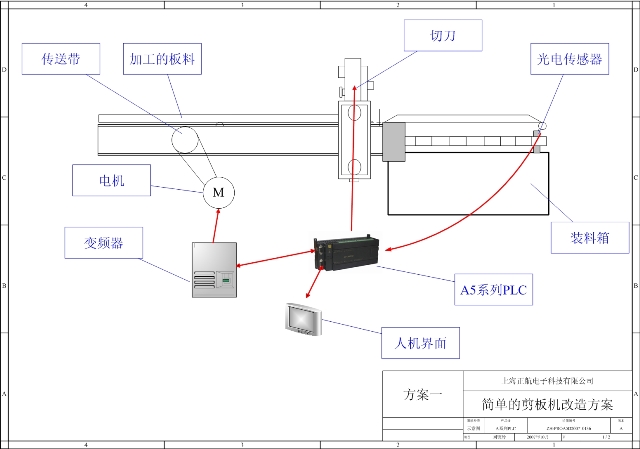
人机界面可以采用文本显示器或触摸屏,可以显示和设定目前的工作状态、剪板数量、加工长度、送料速度、剪板频率等等参数; 变频器接受PLC的控制,控制电机的启动、停止、转速等; 光电传感器的作用是检测后挡料的长度,通过改变光电传感器的位置可以调节加工长度; 正航A5系列PLC(以下简称A5)是整个自动控制系统的核心,由它来根据操作人员通过人机界面设定的参数控制整个系统的动作。
系统的工作流程如下: 系统上电启动,操作人员通过人机界面设定剪板数量、加工长度、送料速度、剪板频率等等参数,参数可以断电保持。正常剪切开始后,A5控制变频器启动电机,传动板材,当板材到达光电传感器的位置时,光电传感器将信号反馈至A5,A5控制变频器停车,控制切刀动作进行剪板,完成一块料的加工,然后A5再控制变频器启动,进行下一块料的加工。加工过程中,A5可以完成对加工数量、剪板频率、送料速度等的统计,并可以在人机界面上实时显示。 在此控制过程中,A5通过光电传感器检测材料长度,然后控制变频器停车来控制加工长度。由于变频器控制异步电机停车有一个滞后量,会造成一定的偏差,在设定光电传感器的位置时,需要将这个偏差考虑进去并加以调整。 图2 改造方案二 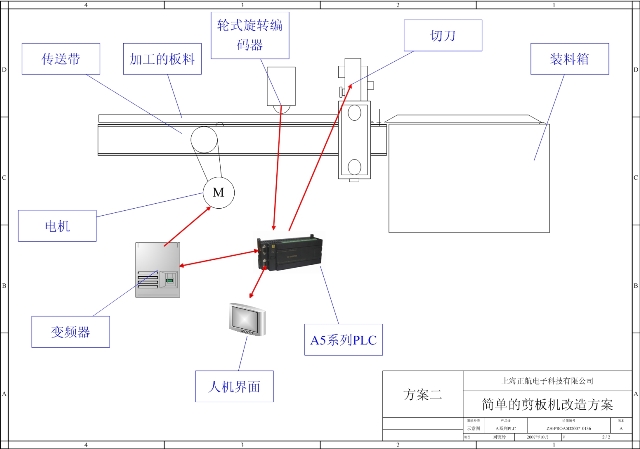
在方案一中,加工料的长度是通过光电传感器的位置来控制的。人工手工设定光电传感器的位置会有一定误差,同时如果需要加工的长度频繁改变时会很麻烦。 改造方案二取消了光电传感器,取而代之的是一个轮式旋转编码器。将轮式旋转编码器压紧在板材的表面,当板材向刀口输送时,轮式旋转编码器跟随旋转,输出的脉冲信号输送到A5的高速计数器。A5的高速计数频率可达20KHz,可以很精确地根据脉冲数量精确地测量出送料长度。 旋转编码器安装在刀口前面,只要旋转编码器其距离刀口的位置固定,就可以方便地对加工材料进行长度测量。 在方案二中,可以通过人机界面非常方便地设置加工长度,甚至可以设定多组加工长度和加工数量,或者尺寸也可以置为循环变动值。例如,可以设定加工100块80cm的板材,再加工200块100cm的板材;也可以设定成循环加工1块80cm的板材、1块90cm的板材。 以上两种方案目前都已经有批量的实际应用。实际使用结果显示,经以上两种方案改造的剪板机,极大地提高了工作效率和剪板精度,降低能耗。扣除机械误差,通过手动调整传感器位置,方案一的加工精度可以达到0.3cm以上;而在选择合适的编码器的情况下,方案二的加工精度可以达到0.4%左右。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)