|

在高速切削过程中,刀/工摩擦接触区的高温、高压、高频冲击等对刀具性能提出了严峻考验。尤其在高速切削具有高硬、高强、耐高温特性的难加工材料时,由于高切削温度和摩擦导致刀具急剧磨损往往是制约高速切削应用的约定性因素。因此,加工中良好的冷却和润滑是难加工材料高速切削对切削介质的关键条件。虽然湿式切削具有较好的冷却与润滑性能,但在高速切削时往往会加大铣刀刃在切入切出过程的温度变化,产生热疲劳,降低刀具寿命和可靠性,此外还有环境污染等问题。在不使用切削液的条件下通过优化刀具材料与结构能在一定程度上提高难加工材料的加工效率,然而切削液的冷却、润滑、排屑等功能无法弥补,可能严重影响加工质量、切削效率和刀具寿命。如何选用合理有效的冷却润滑方式,以改善刀/工摩擦状态和抑制刀具磨损,从而提高加工质量和加工效率,是推广应用高速切削技术时必须考虑的重要技术要素。
高速切削对切削介质的性能要求
切削介质冷却性能的好坏,首先取决于切削介质自身的性质,如导热系数、比热容、汽化热、汽化速度等,其次取决于切削介质的作用方式,如喷射流量、喷射速度、喷射角度及喷射靶距等因素。气体介质的冷却性能远低于液体介质,但高速切削也要考虑过度冷却带来的刀具热疲劳失效问题,以及如何使切削介质进入刀/屑/界面和刀/工界面有效冷却等问题。一般湿式切削由于切削介质进入问题和强烈的热冲击,刀具磨损往往会加剧,故高速切削难加工材料多采用低温风冷、低温微量润滑等干式、准干式切削方式。
多数情况下采用切削介质的最主要目的,是利用该介质的减摩润滑性能,以改善刀具/工件接触区的摩擦接触状况,从而提高刀具的使用寿命。图1为不同换热系数下采用WC-Co硬质合金高速正交切削TC4钛合金时的刀具前刀面扩散分布曲线。
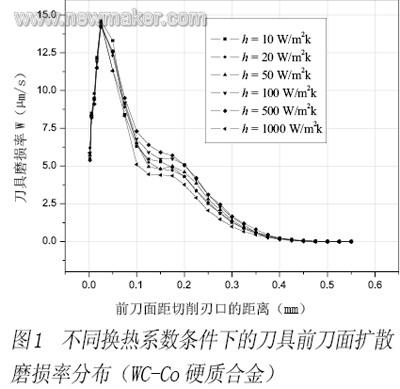
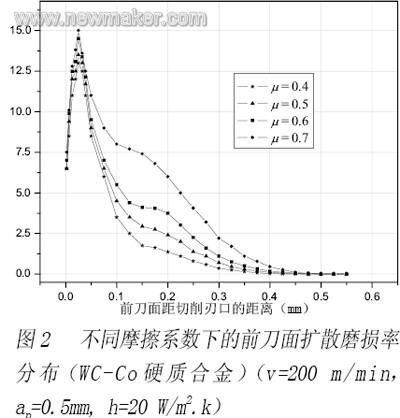
由于换热系数的改变对刀具前刀面平均温度有一定的影响,但对于切屑形成以及刀具前刀面的最高温度(靠近切削刃口处)几乎没有影响。因此,在距离刃口附近最高温度区域的扩散磨损变化不大,中间部位的扩散磨损随换热系数的提高而降低。在距离刃口较远处,切削温度值相对较低,对刀具的扩散磨损影响较小。图2为不同摩擦系数条件下采用WC-Co硬质合金高速正交切削TC4钛合金时的前刀面扩散磨损率的仿真分布曲线,距离切削刃口处的切削温度最高,处于粘结接触窗口内部(Sticking Window)而受摩擦系数变化的影响较小,因此,在靠近切削刃口处,刀具的扩散磨损率变化不大,但是滑动接触窗口区域随着摩擦系数的增加,切削温度相应增加较为明显,从而刀具扩散磨损率也相应较大。图1、图2的比较可见提高润滑性能对改善刀具扩散磨损比冷却的作用更明显。
高速切削排屑问题将会对刀具的切削性能、加工表面质量等产生一定的影响。因此,高速切削要求切削介质要具有一定的排屑作用。一般通过高速、高压、大流量的射流冲击直接将切屑吹离刀具和加工区。
切削介质的绿色性能要求介质具有环境友好性,减少污染物的排放。对人体造成最主要危害的是油雾中的可吸入颗粒物(PM10,空气动力学直径≤10μm的颗粒)。通常,颗粒直径越小,进入人体呼吸系统的部位也越深,对人体的危害也越大。一般情况下,空气动力学直径≥10μm的颗粒物大部分会被阻挡在鼻腔外,不会进入人体,而直径≤10μm的可吸入颗粒物则能顺利进入呼吸系统并会在人体内沉积,对人体健康造成长期的危害。因此,对于可能产生油雾的冷却润滑方式,必须控制介质成分、油雾浓度及颗粒度大小,避免对生产现场人员的伤害。目前,在欧洲已开始禁用矿物基油作为切削介质用油。
低温微量润滑技术及应用
低温微量润滑技术是将低温风冷切削技术与微量润滑技术有机结合起来的一种新型的高速切削加工冷却润滑技术,既充分利用低温冷风的冷却效果,又充分利用微量润滑的减摩润滑效果。采用低温微量润滑技术辅助切削时,通过低温制冷设备将空气、氮气或其他气体预先冷却至-30℃左右,然后将低温气体通过微量润滑装置,在喷嘴处形成低温微量油雾(油气),以高压、高速形式喷射到切削区,以实现刀/工接触区的冷却润滑,改善切削区条件。低温微量润滑切削技术,是从优质、高效、经济以及环保的角度出发,将高速高效切削技术和绿色加工相结合,在真正可持续发展的意义上发展的一种新的先进制造技术。切削环境空气质量试验研究证实,封闭式加工系统中低温MQL、常温MQL以及冷却液浇注下的机床外部工作场所环境油雾浓度均保持在较低的水平,达到安全标准。而低温MQL能够有效抑制润滑油的雾化和细颗粒油雾的生成率,相比常温MQL更加环保和安全。
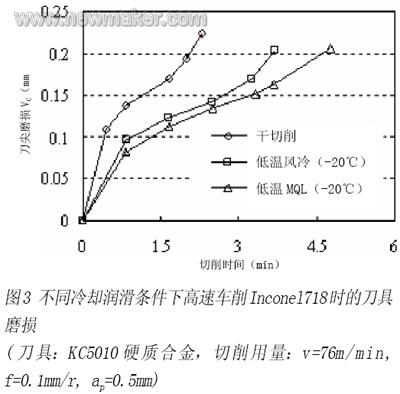
图3为不同冷却润滑条件下高速车削Inconel718时刀尖磨损随切削时间的变化曲线。从图中可以看出,低温MQL切削时刀尖磨损最慢,低温风冷和低温MQL时的刀具寿命较干切削分别提高了78%和124%。图4为冷却润滑条件对KC5010硬质合金刀具高速车削Inconel718时的表面粗糙度,可见低温MQL切削也可降低工件表面粗糙度值。
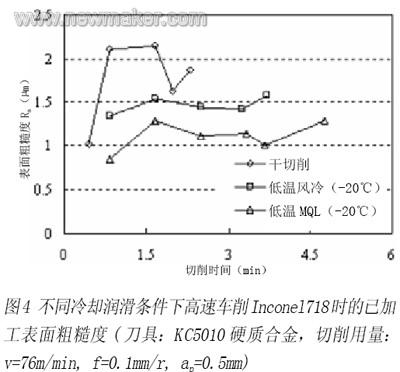
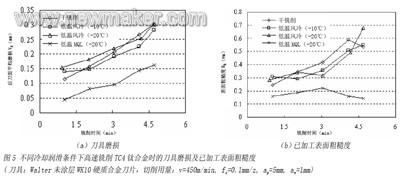
图5a为不同冷却润滑条件下高速铣削钛合金刀具磨损随铣削时间的变化曲线。从图中可以看出,在图示切削用量条件下,-10℃低温风冷和-20℃低温风冷条件下后刀面磨损状况略好于干铣削,而应用低温MQL可以有效改善刀/工接触区的摩擦润滑状况,显著提高刀具的使用寿命。图5b为冷却润滑条件对高速铣削钛合金TC4时铣削侧面粗糙度的影响。从图中可以看出,低温风冷时表面粗糙度与干铣削时相当,而低温MQL可明显改善已加工表面粗糙度。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)