|
ĥ����Ϊ��е�ӹ�����Ҫ��ɲ��֣��Ǿ��ܵij����ܼӹ�����Ҫ�ֶΡ���ɰ�ֲ�ƽ�����������ĥ�������кܴ��Ӱ�죬������Լ��ĥ�����������;��ȵ���ߡ���ͳ��ɰ��ƽ�ⷽ���Ǿ�ƽ�⣬�����ѻ���ƽ�ⷽ�������㣬������ƽ��쾫�ȡ�ƽ��о��Բ�ȡ�Ħ��������������ˮƽ��Ӱ�죬ƽ�⾫���ܵ�һ�����ƣ�����Ҫ���Ѻܶ�ʱ�䣬�����ǶԾ��ܺͳ�����ĥ����Ҫ�ֳ�ƽ�⡢��ƽ�⣬��������β�װɰ�֣�ƽ��ʱ�䳤��ʹ��Ҳ�����㡣���⣬���ַ������ȱ����δ�ܿ��ǵ�����ɰ�ֱ������ʷֲ��IJ����ȣ���ĥ��������ɰ�ֱ���ĥ���Լ�������ȴҺ����������µIJ�ƽ�����������Ӱ�졣��ˣ��ھ��ܺͳ�����ĥ���Լ�ĥ���Զ����ķ�չ�����У�ɰ�����߶�ƽ���Ϊһ��ɻ�ȱ�Ĺؼ���������������������Ҫ������㷺��ǰ���������е����߶�ƽ��װ���У������ϵͳƽ�⾫�Ȳ��ߡ��ṹ���ӡ��Զ����Ʒ��滹�кܴ��࣬��������������Ҫ��
�����о���һ���������ܻ�ɰ�������Զ�ƽ��ϵͳ����ϵͳ��98��Ƭ��Ϊ���ƺ��ģ�ͨ�����ɰ����תʱ��ƽ������������źŲ��������ݴ��������Զ����������㷨ȷ����ƽ�����Ĵ�С��Ȼ��ͨ��98��Ƭ��˫������ң��ͨ�ŵķ�ʽ�����Ƹ���ɰ�ָ�����ת��ƽ��ͷ�ڵ�ƽ����ƶ��Բ�ƽ�������в���������Ŀ�о���Ŀ���ǿ���һ�����õ����ܻ�ɰ�������Զ�ƽ��ϵͳ�����ƽ�⾫�Ⱥ�Ч�ʣ�Ϊĥ�������Զ����ṩһ����Ч���ֶΡ�
1��ƽ��ϵͳԭ�����ṹ
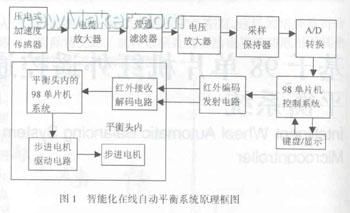
�������Ƶ����ܻ������Զ�ƽ��ϵͳ��ԭ����ͼ1��ʾ��
ϵͳ�����ɰ�װ��ɰ��ͷ���ϵ�ѹ��ʽ���ٶȴ��������ɰ�ֲ�ƽ�������������ѹ��ЧӦ�����ĵ���γ����ĵ綯�ƣ����ɵ�ɷŴ��������ĵ綯��ת��ɽ�ǿ�ĵ�ѹ�źţ�ͨ����ͨ�˲������м첨���������ɰ�ֲ�ƽ������������źţ��˵������źţ����Ž��е�ѹ�Ŵ�ʹ����A/Dת���������ѹ��ƥ�䣬Ȼ����������������ͨ��A/Dת������ģ�����������������98��Ƭ������ϵͳ����Ƭ������ϵͳ���Խ������ݴ��������㲢��ʾ����ֵ��Ȼ����Խ������Զ�ƽ�ⷽʽ�°��տ��Ʋ��Է��������źŽ����Զ�ƽ�⣬�������ֶ�ƽ�ⷽʽ��ͨ�����̷�������ָ�����ƽ�⡣
Ϊ�����ƽ���������Ҫ�������źŴ���ƽ��ͷ��ִ�в���������п��ƣ���ƽ���λ�ý�����Ӧ�ĵ������Ը�����ת��ƽ��װ�ã������źŵĴ�����һ���ؼ����⡣Ŀǰ�㷺���õ��Ǽ�������ʽ������Ҫȱ����ʹ�ù����е���ĥ����Ϊɰ�ֵ�ʵ��ƽ��ʱ��̣ܶ��ڲ�����ƽ�����ʱ������������ĥ��Ϊ�˿˷����ȱ�㣬��ϵͳ�����˺���ң�صķ�����Ϊ�˷������źŷ����з�������ֻ�ܸ���һ�������ȱ�㣬���齫���ⷢ��ͽ��չܶ�װ��������������ϡ��������Խ��յ���ǿ���źţ�ͬʱ����Ч�ط�ֹ�����źŵĸ��ţ����ϵͳ�Ŀɿ��ԡ�
����ң�ش�����ź��Ǵ��з�ʽ��Ϊ�˰�98��Ƭ�������Ŀ���ָ���ɲ��б�Ϊ���з�ʽ����ϵͳ�п����źŵĴ�������ղ�����98��Ƭ��֮��Ĵ���ͨ�ŷ�ʽ���������ϵͳ�еĵ�Ƭ����������ͨ�����пڷ��������źţ��������ⷢ������ܣ���������Ϣ��ɴ��к��������źŷ����ȥ������첨�Ŵ����������źŻ�ԭΪ�����źţ�����ƽ��ͷ�е�Ƭ�����ӻ����Ĵ��п�����ˣ������봦����ԭ�ɿ���ָ�������Ӧ�Ŀ��ơ��ӻ�һ������պͽ��봮�п����źţ���һ����������ʵ�ֻ��η������ķ���������������ṩ�����źţ�����������������
Ϊ�ṩƽ��ͷ�п���ϵͳ�ĵ�Դ����ƽ��ͷ�а�װ��һ̨�ͽ��������������Ľ�����ѹͨ���������첨����ѹ�õ��ȶ��ĵ�Դ�������ң��ϵͳһ����ȫ������ʹ�ü�����������ȱ�ݡ�
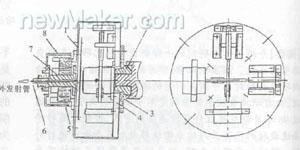
1-��ǣ�2-������ĸ�������̶�ɰ�֣�3-���ӷ����̣�4-���������ݶ��̶������ӷ������ϣ���������;���˿��Ҳװ�ڵ����ϣ�5-����������Ŷ��ӣ�λ�ù̶�������6-������չܣ�װ�����ߴ����պ����źţ����ṩ�����ջ��Կ��Ʋ�������Ķ�����7-��������·�壻8-�������ת����Ȧ
ͼ2ƽ��ͷ�ṹ
ƽ��ͷ�ṹ���õ���ʮ�ֻ���ʽ����ṹ�����ͼ2��ʾ��
�乤�����̣�ɰ��ת��ʱ�������ת����Ȧͬ��ת�������ڶ��Ӵų��̶�����Ȧ�и�����߲������������ͨ���������˲�����ѹ���ֱ����Դ���ṩ��ƽ��ͷ�ڵĿ��Ƶ�·�Ͳ������ʹ�á���ʱ��ƽ��ͷ�ڲ��ĵ�Ƭ��ϵͳ�ϵ縴λ����ʼ�������������źš����������������ź�ʱ��ͨ������ң��ʹ�ӻ��Ӵ��пڽ��յ������źţ��ӻ����п��Ƴ��������������������������Ŀ����źţ�����˿��ת��ʹ��ƽ�������һ�����ĸ�ƶ����Ӷ�ʵ�ֶ�ɰ�ֲ�ƽ�������Զ�������
2������ϵͳ����
2.1�����㷨
Ҫʵ��ɰ�����߶�ƽ�⣬��Ҫ�Զ���⡢�������ݣ���ͨ�������Ŀ��ƹ����Զ��ж�ƽ�����Ȼ�������źţ�����ִ�л����Բ�ƽ�������в���������ĺ���������������ϵͳ��Ϊ���ܵ�Ԫȥ�������ƽ����̿�����ʵ�����ܻ���
����ģ��
ƽ��װ�õ������������ڴ�ֱ�����ľ���˿�����ƶ�����ĸ��ƽ�����ͨ���������������������˿��ת����ʹ������ĸ�ؾ���ֱ���ƶ����������������ϳ�ʸ����ɰ�ֹ��в�ƽ����������������ʸ����С��ȡ������෴���Ӷ�ʵ��ɰ��ƽ�⣬��ͼ3��ʾ��
ͼ�У�Fxy������������ĸ�γɵ�������Fx��Fy�ĺϳ�ʸ����F0�Dz�ƽ�����γɵ�������ʸ����F��Fxy��F0�γɵĺϳ�ʸ����

������ʽ���Ҷˣ�ֻ��x��y�DZ仯�ģ������������̶����䣬��˲�ƽ��������Fֻ��x��y�ĺ�������ɰ�ּ����A�벻ƽ��������F�ɱ��������Եõ�
A=f(x,y)
��˿���������Ϊ

���У�dΪ�����������������ƶ����룻����һ����ƽ����ڴ�ֱ�����ƶ�λ��x��yΪ��������ƽ�����ΪĿ�꺯�������ſ������⡣
���Ʋ���
ƽ��ʱ�����Դ������ʼ�㣨x��y����������x��yʹ��ƽ����������½��ķ���������ֱ�����������½�Ϊֹ��
Ϊ�˼ӿ��������̣���������˼��ٲ��������Ų������ϵĿ����㷨��ƽ��ʱ���ȶ�x��y�涨��s����ij�ʼ���鲽��h�������������粽����xi=xi-1+hsʱ������fi(xi,yi)
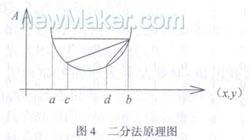
���ö��ַ��������Ų��������Ļ���˼����ͼ4��ʾ����ͨ�����ٲ������õ�����b���㣬Ŀ�꺯�������ŵ��Ȼ������֮�䣬���������룬��������ȡ����������i=��i-1/2,hi=-hi-1��
�ֱ���x��y����һ�����ٸ��ݳ�������������룬��������룬����Ҳ�����������ֱ����������λ��������������½�ʱ��ֹͣ��������ʱ��Ϊ�ܹ��ﵽ��ƽ��㡣
2.2�������
��ϵͳ����������ģ�黯��ƣ������¼���������ɣ���������ģ�顢���ݴ���ģ�顢��ʾģ�顢������ģ�顢�������ӳ���ģ�顢���з���ģ���Լ����н���ģ��ȡ����м������ӳ���ģ����ϵͳ���������㷨�ĺ��IJ��֣���ƽ����̲��ü��ٲ���������ƽ����̲������Ų�����ʵ�֡�
3��ʵ����
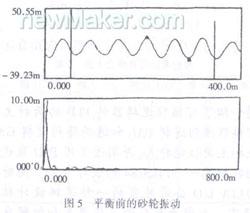
��ʵ���ҵ�MC1420�߾���������Բĥ���϶Ը�ϵͳ�����˶�ƽ��ʵ�飬��ʹ��ʾ������FFT�����Ƕ�ʵ�������й۲�ͷ�����ͼ5��ʾ��ƽ��ǰ��ɰ����ƽ����ɰ��������Լ��ƽ��ǰ��1/8������������ͣ�ƽ��Ч�����á�
4��������
�������Ƶ����ܻ������Զ�ƽ��ϵͳ�������¼����ص㣺�ٲ���98��Ƭ��˫������ң��ͨ�ź��������ᶯ���������ṩƽ��ͷ�ڲ���Դ�ķ�ʽ����ȫ�˷������еĶ�ƽ��ͷ���ü�������ȱ�ݣ��ھ���˿���뵥Ƭ������ʵ�ֵIJ��������ϸ���������źţ�ʹƽ�⾫�ȴ����ߣ��۸Ľ����Զ����������㷨�ܿ��ٴﵽƽ�⾫��Ҫ��ϵͳ�ṩȫ�Զ��Ͱ��Զ��������Ĺ�����ʽ�������dz���㡣
��ϵͳ���е�ʵ������������ؽ�������Ч�����ã���˾��н�Ϊ������Ӧ��ǰ�����ܲ����ܴ�ľ���Ч�档
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���