|
摘要:《容规》规定,Ⅲ 类压力容器壳体接管角焊缝应采用全焊透型式,但是许多制造厂都没能做到,这给压力容器留下了隐患。在检验中,经常发现接管角焊缝出现裂纹,对裂纹进一步打磨发现严重未焊透缺陷,经分析确认未焊透是产生裂纹的根本原因。
关键词:类压力容器;接管角焊缝;裂纹;分析
前言
某燃气公司有100m3液化石油气贮罐15台,1996年6月投入运行,1997年7月首次开罐检验,发现有2台贮罐的温度计接管角焊缝出现裂纹;2003年5月第二次开罐检验,同样又发现另2台的温度计接管角焊缝、1台人孔角焊缝出现裂纹。本文以其中一处温度计接管角焊缝裂纹为例,分析裂纹产生原因及处理办法。
1 贮罐技术特性
内 径:Φ3000mm
壁 厚:封头22mm,筒体20mm
主体材质:16MnR
设计压力:1.8MPa
设计温度:-19℃~+50℃
介 质:液化石油气
容器类别:Ⅲ类
2 缺陷情况
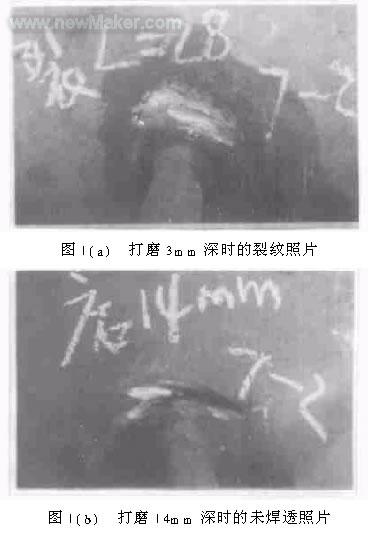
温度计接管位于贮罐封头中下部,接管规格为Φ32mm×3.5mm,材料为20#无缝钢管。对其罐内表面角焊缝做磁粉探伤检查时发现磁痕显示,用砂轮打磨,发现裂纹,长度沿周向扩展,最长62mm,磨深至6mm时出现空洞,证实为未焊透,而且是整圈未焊透,最深14mm。如图1所示。
在锅炉压力容器检验中,我们经常看到接管角焊缝出现裂纹、泄漏而必须补焊的现象。
3 原因分析
《压力容器安全技术监察规程》第54条规定,“……钢制压力容器的接管(凸缘)与壳体之间的接头设计……有下列情况之一的,应采用全焊透型式:1.介质为易燃或毒性为极度危害和高度危害的压力容器;……;3.第三类压力容器;……”。
液化石油气贮罐是贮存易燃介质的 类压力容器,因此接管与壳体的连接角焊缝应采用全焊透型式。审查设计图纸亦标明为全焊透结构。但是在实际生产中,制造厂往往只对筒体的对接焊缝严格把关(因为需要做射线探伤或超声波探伤检查),而对那些接管角焊缝却重视不够,没有按图施工,应该开坡口焊接而没有开坡口,错误地认为只需将角焊缝填满,试压时不漏就万事大吉了,反正角焊缝没有要求做无损探伤检查。所以,接管角焊缝存在未焊透、夹渣等缺陷是很普遍的现象。
可以肯定,容器焊接完成后已经对角焊缝做过磁粉探伤或渗透探伤检查没有发现裂纹。但是,在随后的热处理、水压试验以及投入使用后介质的不断充装过程中,由于交变应力的作用,未焊缝、夹渣缺陷作为裂纹源,首先在其尖端产生微裂纹,并随着交变应力循环次数增长,微裂纹会不断地扩展,最后形成可探测到的表面裂纹。
4 缺陷处理
4.1 角焊缝未焊透也将影响到在用压力容器的安全状况等级评定,因为它是事故的隐患,它的危害性也很大。《在用压力容器检验规程》第30条“……按规定应采用全焊透结构的角接焊缝或接管角焊缝而没有采用全焊透结构的主要受压元件,如未查出新生缺陷(不包括正常的均匀腐蚀),可定为3级,否则定为4级或5级。”所以,检查发现裂纹的接管角焊缝必须返修合格。
4.2 可参照如下方案返修
用碳弧气刨或砂轮打磨方法清除裂纹,清根、开坡口,按下面的工艺焊接:
焊前预热到100℃~150℃;
焊条选用E5015或E4315,Φ3.2mm,焊接电流90~120A,电压22~26V;
焊后立即用石棉包裹缓冷;
焊角尺寸按图纸要求或GB150-98附录J图J3、J4;
外观检查合格后再作磁粉探伤或渗透探伤;
水压试验合格后投用。
5 结束语
5.1 接管角焊缝出现裂纹主要是存在未焊透、夹渣等缺陷;
5.2 类压力容器接管与壳体之间的焊接接头必须采用全焊透型式;
5.3 应加强压力容器接管角焊缝制造、焊接过程的检查及记录,从源头抓起,杜绝隐患。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)