|

ժ Ҫ���ں��ѹ�����˿ӹܶͼ���Ͳ�����Ϻ��캸����ʱ���쳣�����˺������ƣ��Ҳ������˿ӹܶͼ���չ����������˷��������õ��������۲죬���л�ѧ�ɷַ�������ѧ�������飬�����˿ӹܶͼ����Բ�����ִ�������ӻػ��ȴ������������ȴ����˿ӹܶͼ���������ʹ�ͼ����������Ҫ�����ӹ���Ҫ��ʩ���˿ӹܶͼ���Ͳ�����Ϻ��죬һ��̽�˺ϸ�
�ؼ��ʣ�ѹ��������Ͳ�Ͷͼ������ƣ����𣻺���
0 �� ��
ѹ����������ѹ��������������ˮ����ͬ�������ˮ��վ��ˮ�ַ����ҶƬ�Ƕȣ���ƹ���ѹ��6.3MPa��ˮѹ����ѹ��8.75MPa����ƹ����¶�50�棬��������Ϊ�ͣ�����ϵ��Ϊ1���ݻ�19.78m3��Ͳ�����ͷ����16MnR����״̬���ϣ��ְ����Ž��г�����̽�ˣ���������JB4730-94�Ģ涨��A��B��ԽӺ������100%������̽�ˣ���JB4730-94���ϸϸ������ÿ�����곤�ȵ�20%���г�������⣬��JB4730-94���ϸ��˿ס��������ӹܾ����÷���JB4726-2000����16Mn�ͼ������𣩣�D���ͷ����Ӧ����100%�ŷ�̽�ˣ���JB4730-94���ϸ��豸ȫ�����������������ϸ���ٽ���������Ӧ���ȴ�����ˮѹ����ʱ�����˿ӹܶͼ���Ͳ�����Ϻ��촦���������ƣ����������Ʒ���ʱ������̼�����ٹ����У������ɺ���б��ͼ��ﲻ����չ���ͼ�̼�����ٴ���Լ600mm����20mm��Ⱥ��Բ��ϲ������ƣ��еIJ�λ��ʱδ�������ƣ�������ֲ������ƣ�ֻ��ֹͣ���귵�ޡ�Ϊ�����������������ԭ�ӷ���ʱ���������ѱ��ϵ��˿ӹܶͼ��ϣ�ȡ�����л�ѧ�ɷַ�������ѧ���ܼ��顢����۽���۲죬�Ӷ��ҳ����������ԭ���ƶ�������ʩ��
1 ������ϼ�����
1.1 �������
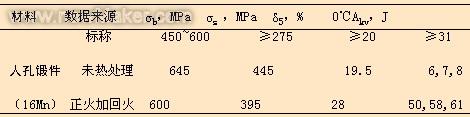
Ͳ�ڲ���Ϊ16MnR�����50mm���˿ӹ�Ϊ16Mn�ͼ���JB4726-2000���Ģ�����ߴ�Ϊ��572/��450��425 mm��16MnRͲ�ڲ��ϱ�ƻ�ѧ�ɷּ���Ӧ���ṩ�Ļ�ѧ�ɷ֡�16Mn�ͼ��ı�Ƽ���Ӧ���ṩ�Ļ�ѧ�ɷּ�ʵ�⻯ѧ�ɷּ���1��
��1 Ͳ�ڼ��ͼ��Ļ�ѧ�ɷ֣�Wt%��
1.2 ������Ʒ�Ʊ�������
�ӱ��ϵ��˿ӹܶͼ��ϰ�����ֱ��ȡ������������������������������û��ӹ�������GB/T229���Ƴɱ����ıȳ���������ֱ�������¡�0��ij�����飬���Գ���Ͽ�ֱ�ӽ��й۲죻����������GB/T6397�е�R4�ţ�d0��10mm��l0��50mm���Ʊ����������鰴GB/T228�����У����������Ʊ����ڽ���ɰֽ��ĥ��1800#��Ȼ��������������ˮ��Һ��P-2��������⣬ϴ�����������ʴ��ʹ����ʾ����Ʒ������֯������Ͽںͽ��������Ĺ۲���Quanta 400ɨ��羵��SEM���н��С������ܽⷨ���л�ѧ�ɷַ�����
2�����������
2.1�����˿ӹܶͼ�
2.1.1��ѧ����
�ͼ�����ѧ�������ڱ�2������������ѹ��������̼�ظֺ͵ͺϽ�ֶͼ���JB4726-2000[1]���ɱ�2�ɼ���ʵ��Ķͼ���ѧ�����빩Ӧ���ṩ���������ϴ���ǿ�ȳ��������ޣ������Զ���ڱ�Ҫ������ֵ�����ָ�ǿ����˷�ԡ������ԡ�
��2 ���϶ͼ�����ѧ����
2.1.2������֯�����Ʒ���
�öͼ���̼�����ٺ���̼�����ٵİ��۴���Դ�к�ۿɼ������ƣ����Ƴ�Լ12�L���ɺ���б��ͼ�����չ����ͼ1a���ڽ��������°��۸��������ɫ������ɨ��羵����ʾΪ��������ͼ1b�����۸��������ɫ������֯Ϊ�����士��������壬Ӳ��HV0.1 500,454,438�������ɫ��������Ӳ��HV0.1 331,311,323,����֯����Ϊ��ͼ1C���������������������士��������������״�����士����壬��Զ�����ƴ�����֯Ϊ�������״�����士����壬��ͼ1d���۲��������棬���Ƹ�������̼���������صļ�������ⶨ���˿ӹܶͼ�������Ϊ4��5�����Ƚϴִ�ͼ1dҲ����֤����һ�㡣
��a����۽��ࣻ��b��������ʼ��λ������
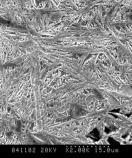 
��c��Զ������������֯����d�����۴����ɫ������֯
ͼ1 �˿ӹܶͼ����Ƽ�����֯
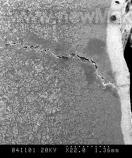
�˿ͼ�����Ͽھ���ͪ������ϴ�ɼ������ͼ2��ʾ�Ľ���������������Ԫ�ϴֲ������������ԣ�������δ���ִ�ļ�������ɡ������쳣ұ��ȱ�ݡ�
ͼ2 �˿ͼ�����Ͽ���ò
�����˿ӹܶͼ�����Ƚϴں���850�桫1250��ϸߵ��¶ȶ��죬�ڴ��¶�����16Mn���������׳����¹���[ 2]�����˿ӹܶͼ���Ͳ�����Ϻ���߾�������ʱ���ڷ���������ʱ��������̼��Ͳ��������Ĵ��ڣ��ɷ�ƫ���ֽ�Ϊ���أ�����Ӧ���ͽϴ����Ӧ�������������£��շ������������[3]�������˱������ƣ�������Ķͼ����������δ�ﵽҪ��ʹ���¶���Ĺ�����֯δ�ָ����ͼ������ִ����ִ���̼�����ٹ����У������ɺ���б��ͼ��ﲻ����չ����Ҫԭ���˿ӹܶͼ�����Ӧ���ͽϴ����Ӧ�������������£�����Ҳ�ͺ������ɺ���б��ͼ��ﲻ����չ���Ӷ�ʹ�öͼ����Ʋ�����չ����������
2.2 �����˿ӹܶͼ���ѧ���ܼ�������֯
���ñ��ϵ��˿ӹܶͼ���ģ��ʵ�飬���������ȴ����ķ���ʹ�ͼ����á��ѱ��ϵ��˿ӹܶͼ�������¯�ȴ����壬�Բ��ϸ���˿ӹܶͼ���900�桫930������600�桫620��ػ��ȴ�����[4]������¯�ȴ������ϰ�����ֱ��ȡ���������������������������������ѧ�������ڱ�3�����2��������ȣ�16Mn�˿ӹܶͼ�����ѧ�������Եõ����ƣ���ȫ�����Ҫ��ĸ�ľ���ӻػ�Ľ�����֯Ϊ�����士����壬������Ϊ9.5��10.5������ͼ3��ʾ���������Եõ�ϸ������Ȼͨ�������ȴ���ʹ���¶���Ĺ�����֯�õ��ָ��������˽�����֯��ϸ���˾�������������Ҫ���ѧ����ָ�꣬������ʹ��Ҫ���˿ӹܶͼ�������ӻػ������ȴ�����������»��á�
��3 ���öͼ�����ѧ����

ͼ3 �˿ӹܶͼ��������֯ ��100
3 �˿ӹܶͼ���Ͳ�ں���
���˿ӹܶͼ�������ӻػ������ȴ���������Ͳ�庸�ӣ������˿ӹܶͼ���Ͳ��ĺ��Ӳ������˾������Ƕ��ʽT��ȫ�����ӽ�ͷ���ṹ���Խϴ��Ӿ���Ӧ���ϴ�[ 5]�����뺸ǰԤ��100�桫150�棬����¶Ȳ�����150�棬�ڱں���������м�����������ֲ�����¶Ȳ��㣬��ں�������ٽ����������������Ϻ��ӵ��˿ӹܶͼ���Ͳ�����Ϻ��죬 24Сʱ��JB4730-94������̽�ˢ���һ�κϸ�
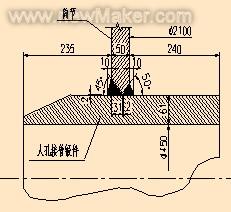
ͼ4 �˿ӹܶͼ���Ͳ�ں���
4 �� ��
1������Ͳ���˿ӹܶͼ������δ�ϸ�Ҫ������ʹ���˿ӹܶͼ�������֯δ�ָ��������ִ����˿ӹܶͼ���Ͳ�����Ϻ����ں��߾����º���ʱ�������ơ�
2�����ͼ���������ӻػ��������ȴ�������ȫ�ܸ����������֯��ϸ����������ñ�Ҫ�����ѧ����ָ�꣬Ҳ������ʹ��Ҫ��
3�������ȴ�������˿ӹܶͼ���Ͳ�����Ϻ��죬���ú�ǰԤ�Ⱥ���������ĺ��ӹ��մ�ʩ���ں��߾��������������Ʋ���������̽��һ���Ժϸ�
�����
1 ѹ��������̼�ظֺ͵ͺϽ�ֶͼ�.JB4726-2000.
2 �й���е����ѧ���ѹѧ���.��ѹ�ֲ�(��һ�����). ��е��ҵ�����磬2004��28��188.
3 ���ɣ����Ƴ�.�����ȴ��������ϴ�ѧ�����磬2003��276��304.
4 �����. �ȴ�������ѧ. ��е��ҵ�����磬1982�� 61~86.
5 �²��. ���ӹ���ȱǷ������Բ�.��е��ҵ�����磬1998��621��623
����飺���������У�1966�������˶ʿ��������ʦ����Ҫ���º��ӹ����о�����������20��ƪ����ʡ������1�ר��2�
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���