|

摘 要:在外场检查飞机时发现机翼和机身连接螺栓裂纹,通过对断口的宏观和微观分析以及对裂纹处的微区成分分析,结果表明,初期裂纹为应力腐蚀引起,经磷化处理后转为氢致延尺裂纹扩展。
关键词:脆性断裂;应力腐蚀;氢脆
在检查飞机时发现左机翼与机身连接螺栓的头部有两条穿透性裂纹,见图1 箭头所指。该飞机是第三次修理出厂,给定寿命700 小时,修后使用318 小时08 分。我们将裂纹打开后,对裂纹断口进行了宏观、微观和微区成分测试,对裂纹产生的原因进行了分析,并找到了失效原因。

Fig. 1 The Head of bolt cracking position ,018 ×
1 宏观与微观分析
机翼与机身连接螺栓的材料为30CrMnSiNi2A ,表面磷化处理。裂纹起源于螺栓的头部的根部,裂纹基本穿透螺栓头部的厚度方向(头部厚度9 mm) ,在头部顶端形成两处肉眼可见的穿透性裂纹,长度分别为18 mm 和10 mm ,裂纹附近无明显的塑性变形。将裂纹打开,断口表面呈黄褐色,只有靠近头部顶端的很小区域呈金属本色,说明裂纹已基本上穿透螺栓头部,但局部还连着,呈金属本色的区域就是未完全断开部分。断口上有明显的放射棱线,棱线的收敛方向指示出裂纹源的位置,裂纹源为线源,沿着螺栓外径的次表面长约15 mm。见图2。裂纹源源区的断面与螺栓轴线成45°取向,扩展过程中变成20°~30°取向,断口四周为剪切唇。瞬断区面积不足断面面积的10 %。
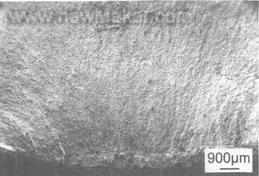
Fig. 2 Morphology of the initiation zone
除主裂纹外,沿着源区外表面还分出一个微裂纹。裂纹在扩展过程中发生分叉是应力腐蚀裂纹的外观形貌特征[ 1 ]。
扫描电镜观察到断口的近表面局部有腐蚀产物。能谱分析显示为铁的氧化物,即铁锈(表1)。

在距表面017 mm 范围有一条走向基本平行外表面的大裂纹,大部分放射棱线汇积于此。大裂纹到外表面这一细月牙区域没有放射性花样,主要形貌特征是沿晶形貌,见图3 ,沿晶晶粒轮廓圆滑,晶界面上伴有腐蚀沟痕和腐蚀坑,并有较多的二次裂纹。这些特征具有高强钢应力腐蚀裂纹的典型形貌特征。源区及周围的能谱分析结果见表2。裂纹扩展区的典型形貌如图4 、图5 所示,放射棱线处为沿晶和韧窝的混合特征,扩展后期仍有沿晶特征,沿晶晶粒轮廓清晰,呈冰糖块状,二次裂纹较少,晶面上存在撕裂棱。裂纹扩展区的上述特征具备氢脆延迟裂纹的典型形貌特征[2]。氢脆延迟裂纹的扩展深度约14 mm。
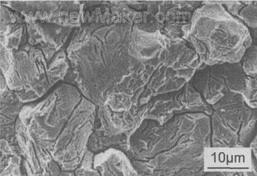
Fig. 3 Corrugate feature and corrosion cavities
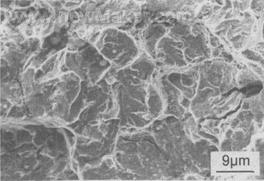
Fig. 4 Intergranular and dimple feature

Fig. 5 Hydrogen brittle feature
在能谱分析过程中发现,细月牙区内也含有磷化的成分,即磷和锌,分析结果见表2 ,说明细月牙区裂纹的形成时间是在工厂第3 次修理时磷化处理前。

2 失效原因讨论
根据工厂提供的情况,机身与机翼连接螺栓分解时,用铜棒进行拆卸,故检,若螺栓有掉铬,则采取拨铬、磨修、回火、磁力探伤、镀铬、除氢处理(23 小时) 、磨修、回火、磷化、除氢处理工艺。该故障飞机的机身与机翼连接螺栓,在故检时发现工作表面有浮锈,修理时进行了抛光、磁力探伤、磷化、除氢处理等工艺。装配时用铜棒进行安装,待主交点螺栓和前交点螺栓均装好后,均匀拧紧主交点螺栓,螺栓拧紧后再分别向松的方向退1/ 2 圈。
经过宏观和微观分析,裂纹主要起源于深约017 mm的细月牙区,月牙区裂纹是在工厂第三次修理之前形成的,探伤可能未发现。 整个裂纹断面的主要特征是沿晶形貌,细月牙区为应力腐蚀裂纹,它是在使用过程由静应力和特定的腐蚀环境共同作用下产生的脆性裂纹;其余部分(深度约14 mm) 为氢致延迟裂纹,是磷化处理时氢渗入到金属内部所致。
从螺栓的受力分析,存在发生应力腐蚀和氢致延迟裂纹的条件。机翼主梁是机翼结构中的主要受力构件,在机翼的根部,弯矩的全部,剪力和扭矩的大部分都集中在主梁上,再经主梁的根部的接头传给机身。主梁的接头通过三根垂直螺栓与机身第24 框上的接头相连。可见螺栓的工作应力是很复杂的。
从腐蚀环境分析,螺栓使用中存在腐蚀环境,连接螺栓是直接暴露在大气腐蚀环境中使用,螺栓头部与机翼蒙皮的间隙有可能残留雨水,少量的雨水或潮湿汽膜就会变成电化学腐蚀所需要的电解液膜,促使螺栓头部表面受到电化学腐蚀损伤,长期使用中在工作应力、安装应力的共同作用下就发生应力腐蚀裂纹。
从氢的来源分析,螺栓修理中采用过电镀(或磷化) 工艺,存在引起氢脆的外界环境。30CrMnSiNi2A 高强钢对氢十分敏感,易产生由于装配应力与环境因素相结合的环境氢脆,电镀(或磷化) 时,螺栓是作为阴极,因此氢的渗入是难免的,故电镀或磷化后的零件,应立即进行除氢处理,尽量避免氢原子渗入金属内部导致损伤,尤其是已经存在月牙区裂纹时,氢的渗入更剧烈,而除氢更困难。
3 结论
飞机机翼与机身连接螺栓的头部裂纹属于脆性开裂,裂纹主要起源于表面约017 mm 深的月牙区裂纹,该裂纹是在工厂第三次修理磷化处理前形成的;裂纹初期为应力腐蚀引起,经过工厂磷化处理后转为氢致延迟裂纹扩展。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)