|
ժҪ�����������켼���������ڹ������ܵ��ձ��ע���γɼ���ӹ����Ƚ����켼��һ��ǰ�غ��ȵ㣬���ڹ�����õ���Ҫ�Ĺ�ҵӦ�á������е�����������������������뿪չ�о����缤��������������¶ȼ��ߴ羫�ȿ��Ƽ������⣬ʹ���������켼����Ӧ���ܵ��˺ܴ����ơ����ľͼ����������ԭ�����¶ȳ������ⷨ�Լ���ⷽ�����˽��ܣ��������˹����ⷢչ��״��
�ؼ��ʣ����������죻�¶ȳ����۳أ�CCD��
1������
20����80����γ��������칤����һ�����о������������ҵҲ��֮��������������ԭ����������ø��±��湤�̣�Ϳ������ԣ��������ӹ�������ʹ����ָ��ߴ硢��״�����ܣ����»ָ���ʹ�ü�ֵ��ʵ���ϵ����ӳ����豸��ʹ�������������˶�ԭʼ��Դ������ʡ����Դ�����������켼���������ڹ��������ܵ��ձ��ע���γɼ���ӹ����Ƚ����켼��һ��ǰ�غ��ȵ㡣������Ӣ�����������ձ�Ͷ���������������չ�о����ҹ����ָ�УҲ��̿�չ���о���
2�����������켼��
���������������ü����۸��ķ���ʵ�ֶԽ����㲿������[1��2]����1976����������Ӣ�����ձ����¹��ȼ���ǿ���Ͷ���ʮ�����ӣ�Ͷ�����൱�ɹ۵����������������������о���������ʹ�����۸������ķ�չ���Լӿ죬�ڼ����۸����ۣ�������ѧģ�ͣ��Ͻ���ϡ����ղ�����Ϳ����֯�����о����豸�Զ��������Ի����۸����̼���Լ�����Ӧ�õȷ���ȡ�����ش��չ��
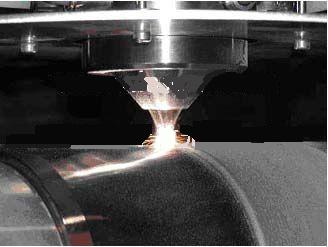
��ͼ1-1��ʾ��������������CO2���⾭CNC���ػ���Z�ᣨ��ֱ����̨�����侵����������ξ۽���Ͼ����ٽ���ͬ���ͷ۹���ͷ����Ͼ�����ͷ����װ�ڻ���Z���ϣ�������ϵͳͳһ���ơ�����ʽ�ͷ�������ĩ���͵��ַ��������ȵذѷ�ĩ����ͬ���ͷ۹���ͷ���������λ�����ع���̨X-Yƽ���ϣ���������ָ�����̨����Ͼ����ͷ�ͷ��������CAD/CAM���������˶���ͬʱ����ͷ�ĩ���룬����ͬ���ͷ۹���ͷ�����ʡ�һ��������۸����ڼ��Ϳ���ϵͳ�����£�ʹ����ָ�ԭʼ�ߴ硣

3������ӹ��¶ȳ�ģ��
�����������¶ȳ��о�һֱ�����ǹ�ע���ȵ㡣�����۸��¶ȳ�����ֵ�������ֲ����ԡ���ֵģ�⡢ʵʱ���ȶ����˳������о�[3]�����Ľ��ӽ�������ֵ���ַ������۳��¶ȳ����з�����
�����ⷨ����ѧ����Ϊ�������õ��ú�����ʽ��ʾ�Ľ⡣�������������У����������������������õ��Ľ��ܱȽ�����ر�ʾ���������ض��ȴ������̻��¶ȷֲ���Ӱ�졣
������ά����������ļ����ȴ��������¶ȳ�ģ���ѽ�Ϊȷ�ļ����һ�����ӹ淶�µĺ��ӷ�ϳߴ��ߣ�ͬʱ��������⺸���¶ȳ��н�����Դ�Ĺ��ʷֲ��Լ��ɸ���Դ�����������¶ȳ��ֲ�[4]�����ð�������������������������ֲ��ļ���������ȴ���˲̬�¶ȳ��Լ�������估��������ϵ�����¶ȱ仯�ļ������������������á��������ⷨ�����ڿ��DZ߽����������DZ���Լ����������Բ������¶ȱ仯�����ض��¶ȳ���Ӱ�죬���Բ��ý����ⷨʱ�о����������ٶ���������Ϊ��˹�ֲ������ϵ����Բ���Ϊ����������������Ⱥͷ���ɢ�ȵ����أ�����һ���̶���Ӱ��������ȷ�ԡ����ż���������IJ��Ͻ����뷢չ��������һ�����Ĺ��߶��¶ȳ��ķ����������˽�һ�����о��������������ý�����������YAG����Խ����仯����Ni3Al��������ʱ����̬�¶ȳ��仯����[5]��
����ӹ��ĸ����Ժ�Ӱ�����صĶ����ԣ�ʹ�¶ȳ�ģ�����ȴ��������±���һ�£������ڸ��Բ�ͬ�ġ���ʷ�������͡�������������ʹģ�����кܴ���졣�о����Ƕ��ڼ���ӹ��¶ȳ���Ӱ�����صĴ�����ʽ������ͬ�������о���������������һ�棬ÿһ���ض������µ��¶ȳ���Ӧ�����������������ڸ��ӵĶ��������£����������������¶ȳ��Ľ����⣬�����о���Ա��Ѱ����һ�ֳ��õķ���������������Ԫ��������ַ�����ֵ���ַ�����ֵ�ⷨ����¶ȳ�����ֵ�⡣
��ֵ�ⷨ����ɢ��ѧΪ�������Լ����Ϊ���ߣ������ۻ����䲻������ⷨ�������ܣ�����ʵ�������кܴ����Ӧ�ԡ�һ���Ը��ӵ��ȴ������⣬��������ͨ����ֵ�ⷨ��⡣���õ���ֵ�ⷨ������ַ�������Ԫ����
����20����ǰ�й���Ա��������ַ����о����˶��ĸ�˹������Դ��ά�ȴ���ģ�͡�������ֵ����������ά��̬�����۸��۳����������ȹ��̵���ֵģ�͵Ľ���[6]���Լ����۸����ɱ�����״��ģ�⣬���¶ȳ��������֯�ֲ����������ܵ���ֵģ�⡣���ż�������������Ĺ㷺Ӧ�ã��¶ȳ�����ֵģ��Ҳ�õ��˽�һ�����о�������ά�����¶ȳ��ļ��������ģ�⣬�������뼤����ٳ��ι���һ�µ���ά˲̬��������¶ȳ�����ģ�͡�����������������о��¶ȳ���ѧģ�͵���ֵ����С���任�������編�ȡ�
4���¶ȳ���⼼��
�¶Ȳ����볤�ȡ�������ѹ���Ȳ����IJ���������ͬ����������ijЩ���ʵ������������������ʡ������ʡ������ʡ����������ȣ��⣩��������¶ȵĹ�ϵ�����ɸ�ʽ�����ĸ����������¶ȴ������ģ���ͨ���������¶ȵı仯����ӻ���¶�ֵ���¶��ǰ�������ѧ���㶨�ɲ����ģ��봦��ƽ��̬ϵͳ�еĴ�����������ͬ���¶ȱ���Ϊ�DZ���ϵͳ���¶ȡ���������ƽ��̬�Ľ���ʮ���ѵã��е�����²������ܣ�����¶Ȳ�����ȷ��ͨ�����Ա�֤����˵���ܹ�Ҫ��̫�ߣ�Ҫ����˲̬�¶ȸ������ѡ�
���ò���һ���Ϊ�Ӵ�ʽ�������ͷǽӴ�������������[7]���Ӵ����´�����ȴ���ƽ��ʱ������ȷ�ⶨ�¶ȣ��������̻��ܱ���������Լ����ȷ�ʽ��Ӱ�죬ʹ���ⶨ�¶�����ʵ�¶Ȳ�����һ�¡������ʾ��и�ʴ�ԣ��ڸ��������²���Ԫ����ʹ������������̣�����ȷ��Ҳ����Ӧ���͡��Ӵ������DZ���Ҫ������ʽ�¶ȼơ������¶ȼơ��ȵ��¶ȼƣ������Ӵ��¶ȼƣ�����ѧ�¶ȼơ��������¶ȼơ������¶ȼơ������¶ȼƵȣ���ЩӦ�ý��١��ǽӴ����´���Ǹ��ݱ���������ȷ��䣬���������Ȼ���������Ĵ�С��������㱻��������¶ȡ���Ҫ�������¶ȼơ������¶ȼơ���ɫ�¶ȼơ�
�ڼ�������������У������۳ص��ȹ��̹ᴩ�����ӹ����̣�һ��������ѧ���̶������ȹ��̷����ͷ�չ�����ڼ���ĸ����ܶȺ;۽��ij߶�С���ص㣬��һ���̶����ڼ��̵�ʱ������ɣ�ʹ�ü�����������۳��¶ȳ�����ñȽ����ѣ������¶ȳ�������ڸ��²�����Ŀǰ���о���Ҫ�����ڶ��۳��¶ȳ�����ֵ�����ϡ��磺ѡ�þ��и߿��������ܵĺ����ֵ���·��������õ�Ƭ���������ݴ��������䱸�Զ����¿��ƿ��ؼ��������ı�����ȴװ�ã�ʵ���������¶ȵ�����⣻���ߺ�����ɫ��������¼�����Ӧ�ü������о��������ɫ�����ǵ�����[8]�����϶��ǻ�����ֵ�����������о��������ּ�����CCD����������·�����һ���Ľ������Եõ��¶ȳ���ʵʱ����ͼƬ�����ü����ͼ�������������ۼ���о�����һ������֤��
5������
��������Ϊһ���Ƚ������켼����������ȡ����ͳ����ά���ֶΣ����������켼��Ҳ�õ��˹㷺��Ӧ�ã��۳��¶ȳ������ڼ��������켼������һ��������Ҫ�ļ������ڣ���Ϊ������Ƽ����ȿ��Ƶ춨�˻��������Ķ��¶ȳ��ķ�����������⼼����������ϸ�IJ��������ż���������IJ��Ϸ�չ���ر���ͼ���������Ĺ㷺Ӧ��,�����۳��¶ȳ��ļ�⼼��������ӻ������ܻ�����չ��
�ο����ף�
[1] Y. Li, et al. Laser Direct Forming of Metal Components: technical characterizations[C]. Proceeding of SPIE, 2002, Vol.4915: 395-402.
[2] C. Atwood et al. Laser Engineered Net Shaping: A tool for direct fabrication of metal parts[C]. ICALEO?998, Section E 1-9, 1998.
[3] ���ɽ����ϴ�µȡ���������������۳��¶ȳ�����ֵģ��[J]�����ҵ��ѧѧ����2003.22(5): 9-12��
[4] ׯ���ʡ����⺸���¶ȳ���������[J]�����ȴ�ѧѧ������Ȼ��ѧ�棬2001��22(3): 247-252��
[5] ����Ԫǿ�ȡ������仯����Ni3Al���������������¶ȳ����о�[J]�������ȴ���ѧ����1996��17(1): 33-38��
[6] Picasso M, Hoadley A F A. Int J Meth Heat Fluid Flow[M], 1994, 4: 6.
[7] �����¡����²���ԭ����Ӧ��[M]����������ѧ�����磬1991.11��
[8] ��һ���������������¼������о�[J]������ӡ����⣬2002��13(3): 267-269��
������Ŀ��������Ȼ��ѧ����(60478004)������п�ί�ص㹥����Ŀ(033188011).������Ŀ��
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���