|
1.概述
在奥氏体不锈钢的加工中,硬质合金刀具耐用度主要是取决于后刀面边界磨损而不是主切削刃后刀面的平均磨损量。本文针对奥氏体不锈钢SUS304(JIS标准,含Cr19%,含Ni9%,与GB的0Cr19Ni9相似)的加工进行研究分析。SUS304的机械加工性能较差,在不锈钢类别中亦属难加工的材料。包括SUS304在内不锈钢的主要特性如下:
在一般的加工硬化基础上伴随着马氏体相变而产生的材质硬化,表面硬度可达到HV400。因此,在切削加工中,处于切削表面附近的切削刃口极易损伤,造成比后刀面平均磨损大数倍的边界磨损或大面积崩刃;
热传导率很低。与低碳钢相比,100℃时只为其1/2,900℃时仅为其1/3。因此,在各种切削速度下,其切削温度均较45钢高出100℃以上;
由于材料具有相当大的韧性和强度,加工中很容易与刀具发生粘连。
从切削力分布不均匀状况以及切削温度高等特性可以看出,不锈钢的切削加工性很差,而边界部沟槽状磨损将决定刀具耐用度的优劣。
本文对物理涂层(PVD)硬质合金刀具在奥氏体不锈钢的车削及铣削加工中的情况进行了研究。为探讨刀具的耐用度,基体材料分别为M20、K20和Z20硬质合金,涂层材料分别采用TiN、Ti(C,N)和(Ti,Al)N。为保证排屑通畅,在车削中采用具有特殊断屑槽的机夹可转位刀片;在铣削中,为降低切削力采用大前角铣刀。
2.试验步骤
2.1 车削试验
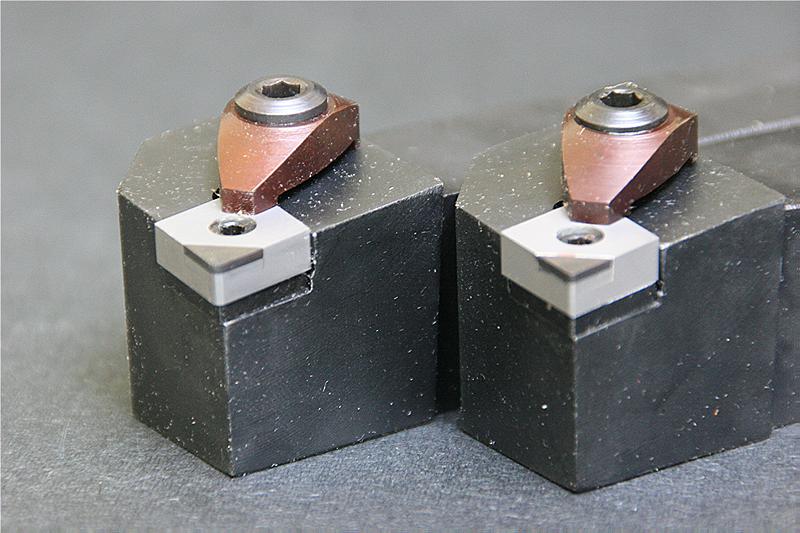
被加工材料为含Cr19%、Ni9%的奥氏体不锈钢SUS304。车削试验采用PTGNLN3225P16刀杆和无后角的TNMG160408-SF机夹可转位刀片(见图1)。
切削参数为切削速度v=100m/min,进给量f=0.25mm/rev,切削深度d=2mm,湿式切削。
2.2 铣削试验
铣削试验采用大前角圆盘铣刀“超轻快”DSG45-4100R(φ100mm,5齿),其轴向前角为+30°,径向前角-2°,主偏角+45°,铣刀片SGHN1203AZN-21的后角+30°(见图2),切削参数为切削速度v=138m/min,进给量f=0.2mm/齿,切削深度d=2mm,切削宽度w=77.5mm,干式切削。

2.3 刀具材料
所用机夹刀片的基体材料分别为M20、K20和Z20,其特性如硬度、抗弯强度(T.R.S.)、破坏韧性值及矫顽磁力(Hc)如表1所示。PVD涂层分别采用TiN、Ti(C,N)和(Ti,Al)N,涂层厚度2~4µm。CVD涂层分别采用TiC、Ti(C,N)、Al2O3和TiN多层复合涂层,涂层厚度为5~7µm和12~14µm两种。每次切削一定时间或一定长度后,测量包括主要边界磨损在内的最大后刀面磨损,同时还测量了PVD涂层的硬度(HRA)、氧化温度及其磨擦系数。
表1 M20、K20、Z20的物理性能和微观结构

3. 结果及分析
3.1 车削加工中材料的适用性
图3是未涂层材料M20、K20和Z20车削5分钟后的切削刃状况。由前述可知,M20边界沟槽磨损比K20和Z20要小。而且M20材料前刀面磨损的抗粘刀性能也比K20和Z20好。这一现象与传统的不锈钢切削理论相吻合,可以认为是由于未涂层材料中合金组成、材料的韧性、耐热性能以及硬质合金颗粒大小不同而造成的。
图4为Z20、K20和M20基体加(Ti,Al)N涂层后切削刃的损伤状态。图5是M20、K20和Z20基体上分别有PVD涂层TiN、Ti(C,N)或(Ti,Al,)N的边界沟槽磨损曲线。从曲线中可以看出,在各种情况下PVD涂层都显示出对耐边界沟槽磨损特性有较大改善。对于同种涂层的不同基体,由于Z20的WC颗粒更细,矫顽磁力更大(如表1所示),其PVD涂层效果比M20和K20更好。这一现象不同于前述未涂层材料的情况,其原因如图6所示。基体的硬质合金颗粒大小对基体与涂层之间的结合强度有很大影响,在超微粒基体上涂层,涂层结合面积大且均匀,其抗划痕能力比其它材料高出20%以上。对同一种硬质合金基体材料,(Ti,Al)N涂层比TiN和Ti(C,N)涂层显示出了更好的耐边界沟槽磨损性能。这是由于(Ti,Al)N的氧化温度比TiN和Ti(C,N)更高的缘故(如表2、图7所示)。由此可以认为,在相对低速(线速度在150m/min以下)的车削中,(Ti,Al)N PVD涂层是非常适合于不锈钢切削的刀具材料。

图3 未涂层材料M20、K20和Z20切削刃损伤状态
图4 Z20+Ti AlN(JC5015)与其它复合
涂层材料的切削刃损伤状态比较
图5 车削SUS304时PVD涂层的边界沟槽磨损曲线
图6 各种基体上(Ti,Al)N涂层的抗
划痕(scratch)载荷试验的结果
图7 各种涂层材料氧化量的比较
表2 TiN,Ti(C,N)和(Ti,Al)N涂层的物理性能

另外,图8为相对高速切削时CVD涂层的耐磨性能比较。PVD涂层由于其镀膜耐热性能比CVD涂层差,切削刃磨损往往并不是由边界沟槽的增大所决定。所以,高速切削时CVD涂层显示出更好的性能。但普通多层厚膜CVD涂层由于热冲击容量小、涂层由于基体的塑性变形而容易剥落等原因,并不适用于不锈钢的高速加工。薄膜涂层则要求镀膜具有较高硬度的同时,镀膜基体具有较高的附着性能。因此,图中所示的以TiN为缓冲层、以TiCN及Al2O3为耐磨耐化学反应层的组合薄膜涂层(JC1341)是适合不锈钢高速切削的材料。另外,CVD涂层由于其镀膜韧性较低和基体材料在涂层过程中的脆化,在相对低速的加工中,其耐冲击性能不如PVD涂层。故相对低速的加工中,PVD涂层比CVD涂层显示出更优的性能。
由以上的结果可知,不锈钢同时也是耐热合金等低热传导率材料的车削加工对刀具材料的要求为:
有足够高的硬度以减小基体的塑性变形,这与下述(2)有共性,即要求基体材料颗粒微小化,但同时必须尽量减少基体材料中粘接剂Co等含有率,以提高其耐热性能;
基体材料颗粒微小化以增加涂层附着面积和强度;
涂层需有足够的化学稳定性(抗氧化性)。
基于以上分析,可以得到如下结论:Z20+(Ti,Al)N涂层(JC5015)对于不锈钢的相对低速(150m/min以下)车削加工是最优化的组合。
3.2 铣削加工中材料的适用性
图9是未涂层材料M20和Z20铣削时的切削刃状况。与车削一样,M20耐边界磨损比Z20好。但由图10显示的M20、K20和Z20的PVD涂层TiN、Ti(C,N)或(Ti,Al)N材料的边界沟槽磨损曲线来看,在同一种涂层的各种基体中,由于Z20的PVD涂层比M20和K20的PVD涂层耐边界磨损的性能要好。另一方面,Z20的(Ti,Al)N和Ti(C,N)涂层比TiN涂层耐边界磨损性能要好,其理由与车削加工相同。Ti(C,N)涂层与(Ti,Al)N涂层性能相近,其原因如图11和表3所示。Ti(C,N)镀膜比(Ti,Al)N镀膜具有更高的抗冲击强度,同时其镀膜内部的压缩应力高达1.65GPa,亦比(Ti,Al)N高出近20%。在这方面它弥补了在车削中其抗氧化能力差等方面的不足,显示出具有与(Ti,Al)N几乎相同甚至稍好一些的铣削加工性能。

图9 未涂层材料的切削刃
图10 铣削SUS304时PVD涂层的边界沟槽磨损曲线

图11 Z20基体上各种PVD镀膜抗冲击强度的比较
表3 Z20基体上PVD涂层的各种镀膜内部残留应力的比较

另外,在铣削加工中,切削刃的磨损和缺损一般是因刃口热裂纹的扩散传播所致。所以,对不锈钢这种在加工过程中产生高温的被加工材料,CVD涂层材料由于其自身的脆性而显得不太适合。
4.结论
从以上试验结果可知,无论车削和铣削加工,针对生产现场集约刀具材料的要求,超微粒硬质合金Z20基体加上(Ti,Al)N的PVD涂层,在切削奥氏体不锈钢时具有良好的耐边界沟槽磨损性能,可以说是目前加工不锈钢、耐热钢等难加工材料较为理想的刀具材料。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)