|

摘要:通过对循环流化床锅炉尾部受热面从结构上和理论上进行分析,采取防磨措施,降低了受热面的磨损,取得了一定的效果。
关键词:省煤器磨损
1前言
临沂热电厂于1998年3月、2000年8月份分别安装和投运了二台某锅炉厂生产的YG-75/3.82-M1型循环流化床锅炉,其炉膛采用膜式水冷壁结构,炉膛出口布置高温旋风分离器,结构紧凑,燃烧效率高、适用煤种广、负荷调节范围大等优点,给公司带来了较好的经济效益。但是,锅炉自运行以来,由于受热面的严重磨损,频频发生泄漏,给我公司造成极大的损失,特别是省煤器的磨损,虽然每次检修都作为重点进行检查和检修,花费大量的财力、物力和人力,但效果甚微,往往运行二个月或一个月就发生省煤器磨损泄漏,在高峰期有时一个月泄漏两三次,不得不停炉检修。
2 设备磨损机理和原因分析
2.1设备设计结构
锅炉设计为膜式水冷壁管,在炉膛出口布置两外置旋风分离器,在炉膛内的烟气经旋风分离器把大部分灰尘颗粒后进入对流烟道,在对流烟道内布置两级过热器,经对流烟道后设计一转弯烟道进入尾部烟道,省煤器布置在转弯烟道下方,省煤器错列逆流布置,分上中下三组,每组52排管束,材质为Ф32×3.5mm。
2.2设备磨损机理
锅炉受热面磨损是与其运行方式密切相关的,由于循环流化床锅炉采用流化燃烧技术,它的最大特点是燃料在炉内通过物料循环系统循环反复燃烧,使燃料颗粒在炉内滞留时间大大增加,直至燃烬。根据有关资料介绍,锅炉的磨损与固体物料浓度、速度、颗粒特性和流道几何形状等密切相关,流化床锅炉与常规锅炉相比,其炉内物料浓度要高出几十倍到上百倍,尾部烟道的烟气流速达8~16m/s,流化床锅炉的磨损要比其类型锅炉严重得多,因此,循环流化床锅炉的磨损问题,一直是困扰流化床锅炉经济运行和进一步发展的关键问题。
尾部对流受热面的磨损主要是烟气中含有的固体颗粒以一定的角度对材料表面进行冲击所造成的,因此也称为冲蚀(或冲击磨损)。冲蚀有两种基本类型:一种叫冲刷磨损,是颗粒对固体表面冲击角较小,甚至接近于平行;另一种叫撞击磨损,是颗粒相对于固体表面冲击角度较大,或接近于垂直时,以一定的运行速度撞击固体表面使其产生微小的塑性变形或显微裂纹,在长期、大量的颗粒反复撞击之下,逐渐使塑性变形层整片脱落而形成的磨损。而循环流化床锅炉的固体颗粒与受热面的冲击角度在0~90度之间,其磨损是上述两种磨损基本类型的综合结果。
2.3设备磨损的主要原因分析
根据流化床锅炉受热面的磨损的机理及结构,此循环流化床锅炉省煤器的磨损主要原因分析如下。
2.3.1设计结构存在缺陷
流化床锅炉尾部烟道设计存在问题,在省煤器上方存在一转弯烟道,烟气在转弯烟道内流动时灰尘所受下降力是颗粒偏析力和颗粒本身重力之和,下降力要远大于灰尘颗粒的水平推动力,下降速度较大,因此灰尘颗粒在下降力的作用下,灰尘颗粒在烟道截面上分布呈现不均匀状态,在速度终端灰尘浓度大,转变烟道起端灰尘浓度低;另一方面,烟气在省煤器上方转弯处,部分灰颗粒碰到烟道墙壁时,瞬时速度为零,部分灰颗粒顺墙壁面下流,在流动过程中,由于烟气的扰流,灰尘颗粒在壁面位置二次飞扬,灰尘浓度较大,虽然循环流化床锅炉装有旋风分离器,但分离器未能收集而进入尾部烟道的飞灰浓度仍然很高,达4kg/m3,由于实际运行中分离器效率偏离设计效率,进入尾部烟道的大颗粒也较多,因而造成磨损的强度大,加大了此位置的磨损程度。
2.3.2烟气流速高
在转弯烟道处,烟气流速较高,设计为8.33m/s,在实际运行过程中,运行工况要较设计工况复杂,送风量及引风量要高于设计风量,造成实际烟气流速要高于设计流速,灰尘颗粒的绝对速度是烟气垂直速度加颗粒终端速度(重力加速度),比炉膛内烟气是上升气流时的绝对速度要高,根据试验表明,磨损速率与颗粒速度的n次方成正比,如果烟气流速与灰尘颗粒速度相等,则n=3,烟气流速越大,灰尘颗粒要高于烟气流速,导致省煤器等尾部受热面的磨损加重。
2.3.3管束设计结构的影响
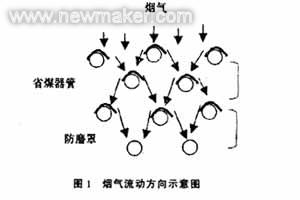
烟气流动方向见图1,根据试验数据,错列管束第二排的磨损量比第一排磨损量约大2倍,顺列的磨损量要小于错列的磨损量。顺列和错列的管束第一排的局部磨损量基本相似,位于θ=45°~60°之间,而对于错列管束第二排来说,局部磨损量位于θ=30°~45°之间,颗粒度越大,θ角却越小,如图2所示。

因此,该锅炉省煤器磨损主要是由于设计存在缺陷与烟气流速高造成的,在每次检修时发现其烟气明显分布不均匀,在转弯烟道处的省煤器受烟气冲刷后磨损程度大,而在其流动方向的省煤器磨损程度要轻得多,使省煤器寿命只有2~3年。
3 解决方案
从以上分析可知,要降低尾部烟道受热面的磨损量,要从以下几个方面着手:一是降低尾部烟气流速;二是使烟气气流均匀分布,降低速度场和飞灰浓度场的不均匀性,采取以下方案。
3.1均布气流
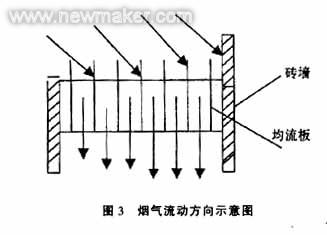
在转弯烟道处增加均流装置,使烟气在此处流动方向发生变化,由斜方向流动经均流板后改变为垂直省煤器流动,使尾部烟道处灰尘颗粒分布均匀:这是由于在转弯烟道安装均流装置,把烟气流经均流板由一股均匀分布为几股,灰尘颗粒在流动过程碰到均流板后,瞬时速度变为零,顺每块均流板流下,在均流板下方由于烟气流的扰动,顺均流板流下的灰尘颗粒被烟气流带动引起二次飞扬,由于灰尘颗粒是分几股流下,在灰尘飞扬过程灰尘颗粒在省煤器上被均匀分布,避免局部灰尘浓度过高,增加了磨损量,如图3所示。
3.2安装假管
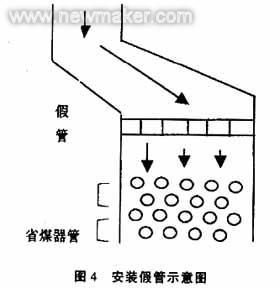
在上组省煤器管束上方加二排假管,采用错列布置,排列方式和省煤器排列方式一样。根据以上分析,错列管排的第二排要比第一排的磨损量要大一倍,增加两排假管束,使烟气流在经过假管时,使对省煤器管的磨损转为对假管的磨损,而且由于两排假管起到均布烟气流的作用,并增加了阻力,降低了烟气流在省煤器上方的速度,大大降低了省煤器管的磨损程度,见图4。
2002年6月份对一台循环流化床锅炉进行了改造后并运行,2002年11月份停炉检查,经过近5个月的运行省煤器管磨损程度大大减轻,省煤器再没有发生泄漏,延长了设备的使用寿命,提高了经济效益。
4结论和建议
尾部受热面发生磨损泄漏,不得不停炉检修,一方面对设备本身造成损害,缩短了设备使用寿命,使省煤器平均使用寿命只有2~3年左右;另一方面设备频繁启动,给锅炉本身各个设备造成损害,缩短了锅炉的使用寿命。在对循环流化床锅炉尾部受热面的磨损根据设备实际情况,经过从理论上和结构上进行科学的分析,根据其磨损原因,采取可行的措施对锅炉受热面进行防磨改造,可大大延长设备的使用寿命,提高设备的运行周期,保证了设备运行的经济性、安全性和稳定性,相对降低了设备投入和生产成本,提高了经济效益。但这对一般用户来说,相对增加了设备技术改造的难度,科研单位、设备制造和生产厂家应从理论上及设备运行经验中汲取教训,对设备存在的缺陷进行科学的分析,从根本上消除或减轻,增强设备运行的安全性、经济性,从而全面降低在使用过程中的二次投入,避免资金浪费。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)